



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控刀具在汽车制造业中的应用
2 整体硬质合金复合刀具在汽车制造中的应用
各工具制造商在孔加工精度和加工效率方面各有优势,为了适应汽车行业对刀具的需求,他们在刀具的材料、刀具的结构设计和涂层方面都作了深入的研究,尤其是在加工铝合金等有色金属时,目前已经开发出了金刚石涂层硬质合金钻头、DLC涂层硬质合金钻头或带金刚石烧结体刀齿的钻头,这大大提高了刀具的使用寿命和被加工件的尺寸精度。
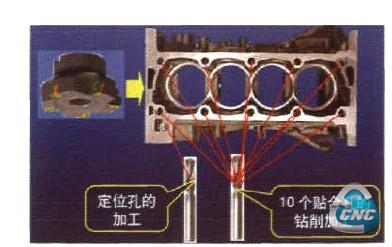
图4定位孔的加工
切削案例
刀具规格:Φ12(m7)
被切削材料:42CrMo硬度HB250-300
机床:DECKEL MAHO GmbH公司DMU70V高速加工中心
切削速度:Ve=75(m/min)
每转进给量:fn=0.25(ram/r)
钻孔深度:L=30(mm)
【转速n=1990(r/rain),进给速度Vf=497.5(mm/min)】
钻头寿命:钻孔数量一2988个,总切深一89.64 m
总之,钻头的切削条件总的趋势是高速化,随着被加工材料的不同,切削速度可分别达到200-300m/min。高速钻头切削是一种高速大进给量的发展趋势,类似球头立铣刀切削条件的发展趋势。切削实践表明,提高切削速度有利于切屑形态的合理化和改善加工表面的粗糙度,预计今后仍将沿着高速切削的方向发展提高进给量对断屑排屑和延长刀具寿命非常有利,因此,今后也仍将沿着大进给的方向不断发展。
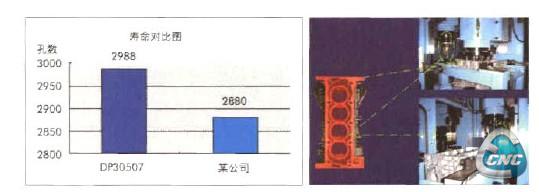
图5贴合面的加工
四 数控成型复合刀具在缸体加工中的应用
随着汽车市场竞争的不断加剧,利润空间越来越小,各个汽车制造商为了降低成本,提高加工效率,就不断地改进汽车制造工艺,这时以前需要几道加工工序才能完成的内容现在合并成一次加工而成,这不仅缩短了加工时间,提高了加工效率,而且更进一步提高了零部件的加工精度,大大减小了加工成本。这时各种形式的成型刀具、复合刀具就发挥了极其重要的作用。这些成型刀具的刀片可以是焊接式的也可以是刀片式的,根据不同的客户不同的需求,其结构形式也各不相同。为了满足汽车行业不断的需求,上海工具厂有限公司2006年开发出了各种形式的复合成型刀具。
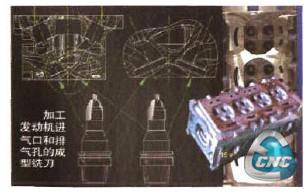
图6进气口和排气口的加工
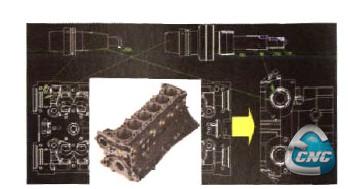
图7复合刀具的应用
这类刀具将PCD超硬刀具与硬质合金刀具有机地结合在一起,可以实现由粗加工到精加工一次成型,目前该类刀具在各大汽车公司得到了广泛的应用。
五 数控整体刀具在曲轴加工中的应用
由于发动机曲轴自身结构的特殊性,目前国内轿车曲轴生产线多为高速柔性生产线FTL(Flexible Transfer Line),这种生产线的特点是不仅可以加工同系列曲轴,而且还可加工变型产品、换代产品和新产品。对于曲轴主轴颈加工应优先选用CNC内铣或CNC高速外铣,连杆颈的加工用CNC高速外铣。如果毛坯是锻钢毛坯,CNC内铣更有利于断屑。不宜采用CNC车一车拉,由于平衡块侧面是断续车削,曲轴转速又很高(约1000r/m),崩刀现象很严重。根据我公司的产品特点,我们在曲轴端面螺纹孔的加工、直油孔的加工和图8曲轴的加工斜油孔的加工方面具有很大的优势,目前我公司的整体刀具已经在上海大众、上汽汽车和通用汽车公司得到了广泛的应用。

图8曲轴的加工
五 总结
本文通过介绍数控刀具在汽车加工行业的应用,阐述了上海工具厂有限公司数控刀具在汽车加工方面的技术水平,为了满足汽车加工越来越高的要求,我们在提高数控刀具技术开发能力的基础上。还必须加大对汽车加工技术的研究,提升我们的技术服务质量。