



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

浅谈工件在夹具中定位的基本原理
3 分析定位问题的注意点
把定位元件转化为相应的定位支承点,来分析工件在空间所限制的自由度时,要注意下面两点:
(1)定位支承点与工件的定位基准必须始终保持紧贴接触。若两者一脱离,定位支承点就失去了限制工件自由度的作用,也就是失去了定位的作用。
(2)自由度被限制,是指工件在此方向上有确定位置,即不考虑外力影响,不要把定位和夹紧两个概念混为一谈,两者更不能互相取代。若认为工件被夹紧后,其位置不能动,所有自由度也就被限制了,是完全错误的。
如图4所示,工件在支承1和两个圆柱销2上定位,工件在x方向上的任一位置都可以夹紧,如图中的实线和虚线两个位置,这就是说工件在x方向上的位置不确定,因此钻出的孔的位置也不确定(如图中的两个尺寸A1和A2)。那么要使所钻出的孔在x方向有一个正确位置,只有在此方向设置一个止推销2。
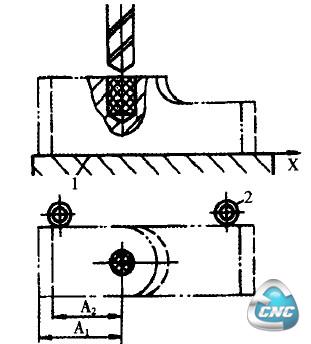
图4定位与夹紧关系图
4 举例说明定位基本原理
图5所示连杆上的小孔d1及A面、B面都已加工完好,现要钻大孔d2,保证两孔中心距为L±△L,两孔中心线应通过杆身,且孔d2须与A面垂直。机械加工时,首先确定定位基准为工件上的小孔 d1和A、B面。根据定位基本原理,如图6所示,为保证孔d1的轴线与A面垂直,须在XOY坐标平面上布置三个定位支承点与工件A面保持接触,限制工件三个自由度Z、X、Y;为保证两孔中心距L±△L,在与坐标平面XOY平行的平面上设置两个定位支承点与工件上小孔d,表面保持接触,限制工件两个自由度X、Y;最后为保证两孔中心线通过杆身,在与坐标平面YOZ平行的平面上设置一个定位支承点,限制工件一个自由度,在此定位中,工件的六个自由度全部被限制,工件在空间有了正确位置。
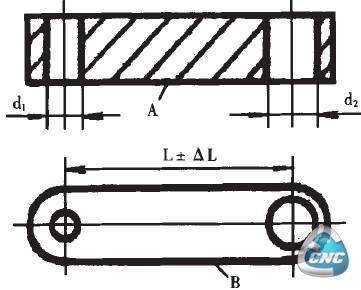
图5钻连杆大孔面图
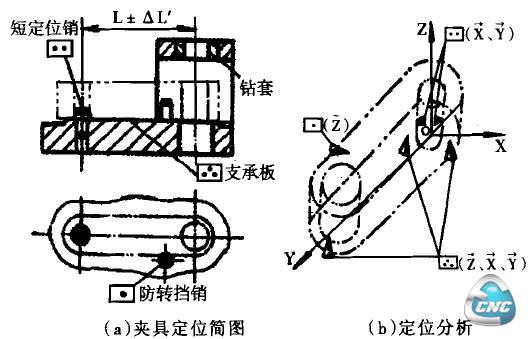
图6钻连杆大头定位分析
5 结论
工件定位基本原理归纳为以下几点:
(1)定位限制自由度,几“点”定位不能机械地理解成几个接触点;
(2)工件在夹具中定位,可以归结为在空间直角坐标系中用定位元件限制工件自由度的方法来分析;
(3)工件定位时,工件应限制几个自由度,由工件加工技术条件来确定;
(4)一般地,工件定位所选定位元件限制自由度的数目充其量不大于6;
(5)定位支承点是抽象的,通过具体定位元件来体现。
- 第1页:浅谈工件在夹具中定位的基本原理(1)
- 第2页:分析定位问题的注意点
- 上一篇文章:基于FANUC 0i数控系统宏程序应用研究
- 下一篇文章:模具型腔的高速数控加工