

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于FANUC系统的等距型面锥体轴铣削宏程序开发
本文利用FANUC-0i系统的用户宏程序功能,编制了等距型面锥体轴的铣削加工程序,提供了一种在普通数控铣床上高效加工等距型面的新方法。
(3)用户宏程序的调用方法
用户宏程序的调用方法包括:①非模态调用(G65);②模态调用(G66,G67);③G代码调用宏程序;④M代码调用宏程序;⑤M代码调用子程序;⑥T代码调用子程序。
以非模态调用(G65)为例:用G65可以指定自变量(数据传送到宏程序),改变局部变量级别。当指定G65时,以地址P指定的用户宏程序被调用数据(自变量)能传递到用户宏程序体中。例如:G65 PPL1<自变量指定>(式中,P为要调用的程序;L为重复次数(默认值为1);自变量:数据传递到宏程序)。
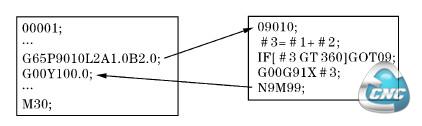
说明:在G65之后,用地址P指定用户宏程序的程序号;当要求重复时,在地址L后指定重复次数(L=1-9999,省略L值时认为L=1);使用自变量指定其值被赋值到相应的局部变量;自变量指定可采用两种形式。自变量指定工使用除G、L、O、N、P以外的字母,每个字母指定一次。Fanuc-Oi系统地址自变量指定工与局部变量的对应关系见表2。

地址G、L、O、N、P不能在自变量中使用;无需指定的地址可省略,对应于省略地址的局部变量设为空;地址不需要按字母顺序指定(但I、J、K需按字母顺序指定),但应符合字地址的格式。例如:B_A_D_J_K_(正确);B_A_D_...J_I_(不正确)。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:西门子数控810D/840D的刀具管理功能
- 下一篇文章:数控机床电气设备故障的维修与保养