



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Fanuc系统的加工中心虚拟刀库技术
1.3 虚拟刀号换刀指令
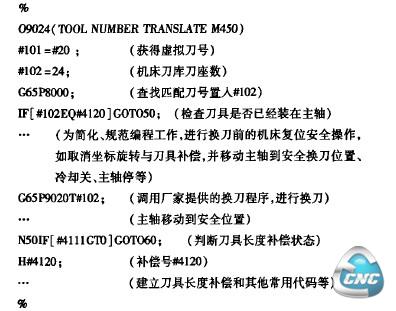
虚拟刀号换刀指令——M450T×××××××(T后是7位的虚拟刀号)
Fanuc系统已规定了宏程序M调用功能所调用程序号和参数的对应关系,这里设置参数6084的值为450,即可用M450(注意避开机床已有M代码)调用宏程序09024,程序如下:
这里有2点需要说明:
(1)通常程序号9000—9999是处于读写保护状态,需要设定参数写入允许(PARAMETER WRITE=1),并设置参数3202的第4位(NE9=o),才可将程序09024存人机床,然后设置NE9=1恢复程序的读写保护状态,并设定参数写入禁止。
(2)程序中可以通过读取系统变量获得刀具当前位置坐标和补偿值,计算出一坐标值,使建立或取消刀具长度补偿时主轴不产生移动,适应刀长变化,避免设定固定坐标可能会出现扎刀或超程现象。而使用五轴机床的斜面加工指令(G432H#4120)来实现,会更加简单。
1.4对编制加工程序的影响
手动编程时,采用虚拟刀号换刀指令就不用再进行长度补偿,半径补偿号全部采用#4120即可。采用UG软件进行编程时,刀号要改为虚拟刀号,还需要对后处理文件做一次适应性简单修改。有2种方法可以实现这种修改:
方法一:用UG/GPM(Graphics Postpmcessor Module)做后处理,可以通过uG工具MDFG对此前的MDF(即机床数据文件)做出修改:换刀M代码M06改为M450,刀号的最大值改为9999999;取消长度补偿代码的产生;同时半径补偿代码字D改为D#4120,半径补偿号产生的总位数设定为0,保存就完成了的修改。
方法二:用UG/Post做后处理,可以通过UG工具POST BuILDER对此前的.tcl文件和.def文件做出修改:换刀M代码M06改为M450,刀号的最大值改为9999999;取消长度补偿代码的产生;同时半径补偿代码字D格式由数字改为字符串(String),字D的表达式(Expression)改为#4120,保存就完成了修改。
此外,由于虚拟刀号对刀具直径(通常是刀具名义直径尺寸)表达的比较精确,可以直接用其表达的刀具直径值作为编程刀具直径值,通过软件很容易生成理想的刀具中心轨迹,这样刀具的半径补偿值就可以控制到较小的数值(同时不影响刀库中刀具的辨识),减小了应用刀具半径补偿可能产生过切的几率和过切量值。
2 结语
虚拟刀库技术在五轴加工中心的实际应用表明,其应用有以下优点:
(1)使加工程序独立于刀具实际放入刀座的编号,使得费时且易出错的程序刀号补偿号匹配工作变成了简单可靠的自动实现。
(2)由于虚拟刀号换刀指令已包含了与换刀有关的安全(复位)操作,使加工程序得到简化,可读性增强,运行更可靠(如刀具补偿的应用),同时实现了规范数控编程工作,提高了编程工作效率。
(3)方便了操作者对刀库存刀的快速准确识别,也加快了刀具信息的交流。
- 第1页:基于Fanuc系统的加工中心虚拟刀库技术(1)
- 第2页:虚拟刀号换刀指令
- 上一篇文章:FANUC用户宏程序在刀具寿命管理中的应用
- 下一篇文章:FANUC程序再启动功能在加工中心上的应用