



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

海德汉系统的多种加工模式软件包开发与应用
3.3 固定循环程序的PLC处理
要在加工中调用固定循环程序CLCLE 399,需要对PLC进行相应的处理,即在FNl9程序块中定义数据表示符,编写数据模式选择类型(如0,1,2,3)和报警程序。这样,在执行固定循环程序时,PLC能检测当前循环运行的模式,并且检查该模式的选择是否出错。对固定循环CLCLE 399的PLC处理部分程序如下:


3.4 固定循环程序的调用
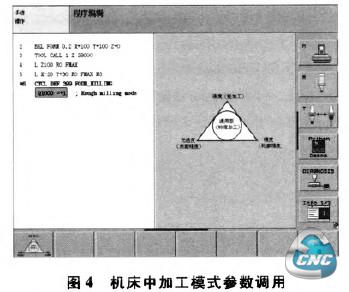
在实际加工中,如需调用固定循环CLCLE 399,可以通过系统提供的对话框编程方式进行调用。机床会自动调用已经设置好的参数,如图4所示。编写加工程序时,在每个程序的开头先选择适合加工要求的加工模式,如粗加工模式,为了增强程序的可读性和通用性,可在调用循环程序CYCLE 399前添加注释如下:
*n CYCL DEF 399 FOUR—MILLING
Q1000=1;Rough milling mode
其中,n为程序顺序号。
4 加工实例
在数控稽查un个中载入海德汉iTNC530系统参数优化的软件包,调用不同加工模式加工铝材的字母“S”,进行加工效率和切削效果对比。
4.1 加工条件
加工设备:HTM-25BF桥式龙门五轴加工中心;数控系统:海德汉iTNC530;工件材质:长方体铝材。
4.2 加工结果与讨论

“S”型铝材加工模式效果图采用不同加工模式的加工效果和加工时间如表2所示。根据加工侧重点的不同,采用不同的加工模式,所设置的加工参数,如加速度、加加速、公差及滤波器的类型都有所不同,从表2中可以得出如下结论:
(1)粗加工模式如表2a所示,允许公差值大,选用单滤波器,各种允许的最大加加速较大。加工用时最少,加工效率分别比标准加工模式和精加工模式提高28%和50%,但是工件表面光洁度较差,尤其是在拐角处可以看到比较明显的振痕。
(2)标准加工模式如表2b所示,加工时间明显长于粗加工模式用时,允许公差值居中,选用单滤波器,各种允许的最大加加速居中,加工时间介于粗精加工之间。加工质量尚可,可以满足加工要求不是特别高的零件生产。
(3)精加工模式如表2c所示,允许公差值最小,选用高速滤波器,各种允许的最大加加速较小,加工时间最长。加工出来的工件表面光洁度非常好,拐角处理的也相当平滑,但是用时几乎是粗加工模式时的1.5倍。
可见,在满足加工质量要求的前提下,同一台数控机床采用该软件包与不采用该软件包相比,无需在每次采用不同的加工模式时,都对其加工参数和滤波器类型进行重复设置,减少了机床操作人员在设置参数时的误操作概率和辅助加工时间,同时也有利于机床加工效率的提高。
5 结论
本文设计了适用于不同加工条件的机床加工参数设置软件包。该软件包可根据加工侧重点的不同选择加工模式,从而得到不同的滤波器类型及加工参数的设定值。按照加工工艺要求调用,可以减少辅助加工时间,同时对滤波器类型的合理选择可以有效避免因加加速的阶跃变化而引起的机床振动和冲击,提高了加减速的性能。
在机床上加工试验结果表明,在满足加工质量要求的前提下,该软件包使机床操作更加简单,无需重复设置参数进而减少了辅助加工时间,可以有效提高机床的加工效率。目前该软件包已经在HTM-25BF的高速机床和龙门五轴联动加工中心HTM-35GRFA上的进行了应用,并取得了良好的加工效果和经济效益,同时也可推广到配置海德汉iTNC530系统的其他高速机上应用。
- 上一篇文章:基于zigBee和以太网的数控机床网络通信系统研究
- 下一篇文章:CimatronE10 塑胶模具制造特点