



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控线切割3B指令自动编程的研制
1.2.2 直线的编程规则
1)把直线起点作为坐标的原点。
2)把直线的终点坐标值作为x,y,均取绝对值,单位为μm。
3)计数长度J,按计数方向Gx或Gy取该直线在x轴或Y轴上的投影值,以μm为单位,决定计数长度时,要和选计数方向一并考虑。
4)计数方向的选取原则,应取此程序最后一步的轴向为计数方向。不能预知时,一般选取与终点处的走向较平行的轴向作为计数方向,这样可减少编程误差和加工误差。对直线而言,取x,y中较大的绝对值和轴向作为计数长度J,和计数方向,具体可参照图4。
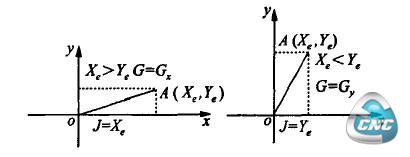
图4直线计数长度和方向判断
5)加工指令按直线走向和终点所在象限不同而分为L1,L2,13,L4,其中与+并轴重合的直线算作L1,与+y轴重合的直线算作L2,与一髫轴重合的直线算作L3,与-y轴重合的直线算作L4。具体可参考图2。与茹x,y轴重合的直线,编程时x,y均可作0,且在B后可不写。
注意:当x=y时,45°和225°取Gy,135°和315°取Gx。具体参照图5。
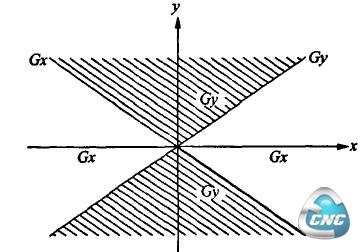
图5圆弧加工指令判断
1.2.3 圆弧的编程规则
1)把圆弧的圆心作为坐标原点;
2)把圆弧的起点坐标值作为x,y,均取绝对值,单位为μm;
3)计数长度J按计数方向取髫轴或Y轴上的投影值,以μm为单位。如圆弧较长,跨越两个以上象限,则分别取计数方向x轴(或y轴)上各个象限投影值的绝对值相累加,作为该方向的计数长度,也要和选计数方向一并考虑,如图6所示。
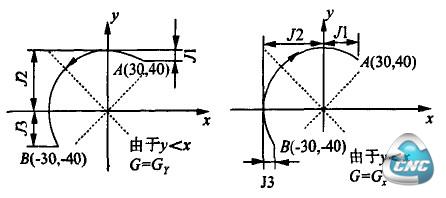
图6圆弧计数长度判断
4)计数方向同样也取与该圆弧终点走向较平行的轴向作为计数方向,以减少编程和加工误差。对圆弧来说,取终点坐标中绝对值较小的轴向作为计数方向(与直线相反),如图7所示。最好也取最后一步的轴向为计数方向。
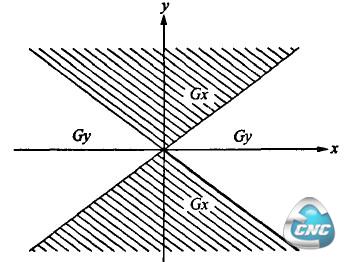
图7圆弧计数方向判断
5)加工指令对圆弧而言,按其第一步所进入的象限可分为R1,R2,R3,R4;按切割走向又可分为顺圆S和逆圆N,于是共有8种指令,即SR1,SR2,SR3,SR4;NR1,NR2,NR3,NR4,见图3所示。
注意:当起点位于坐标轴上时,顺圆和逆圆的加工指令是不一样的。具体也可参照图3。
1)若起点在x轴正方向上(即α=0°),则逆圆的加工指令为NR1,顺圆的加工指令为SR4。
2)若起点在y轴正方向上(即α=90°),则逆圆的加工指令为NR2,顺圆的加工指令为SRl。
3)若起点在茗轴负方向上(即α=180°),则逆圆弧的加工指令为NR3,顺圆的加工指令为SR2。
4)若起点在Y轴负方向上(即α=270°),则逆圆的加工指令为NR4,顺圆的加工指令为SR3。
1.3 加工轨迹的伪代码算法
1.3.1 伪代码算法概述
算法是解决“做什么”和“怎么做”的问题。做任何事情都有一定的步骤,这些步骤都是按一定的顺序进行的。广义的说,为解决一个问题而采取的方法和步骤,就称为“算法”。计算机算法可分为两大类数值运算算法和非数值运算算法。一个算法应该具有以下5个特点:1)有穷性;2)确定性;3)有零个或多个输入;4)有一个或多个输出;5)有效性。
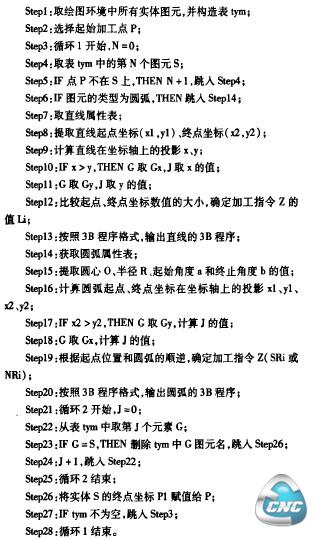
1.3.2 3B指令生成伪代码算法
基于对线切割数控程序自动生成软件设计内容的理解,设计程序伪代码算法如下:
- 第1页:数控线切割3B指令自动编程的研制(1)
- 第2页:直线的编程规则
- 第3页: 信息获取模块
- 上一篇文章:基于共边切割方法的板材切割路径优化
- 下一篇文章:基于zigBee和以太网的数控机床网络通信系统研究