



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于UG结合PowerMILL在螺旋齿轮数控加工中的应用
4 不同加工工序中加工策略选择及参数设置
(1)粗加工工序编程思路是,取一个齿槽为编程对象,编制出局部粗加工程序,然后将局部粗加工程序绕刀轴线旋转复制出另外三条刀槽的加工程序。为最大化去除余量和保证刀槽螺旋线的正确轨迹故粗加工采用参考线加工方式,粗加工参数设置如图4所示,刀具路径如图3中a、b、C、阴影部分所示,最外层DE线为参考线。
(2)半精加工工序半精加工主要任务是切除加工表面上的剩余部分余量,使毛坯的形状和尺寸尽量接近成品。加工精度要求较高,切削用量、切削力较大。本例中的加工策略使用旋转加工方式,半精加工参数设置为选择行距为1mm,公差为0.1mm,加工余量为0.5mm。
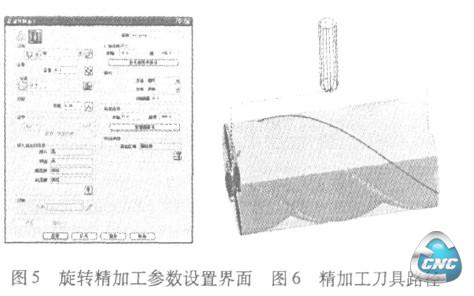
(3)精加工工序精加工是实现螺旋齿轮加工最关键的一步。表面要求没有明显刀痕,R3.21μm以下。编程思路要求密化走刀轨迹,刀轨要尽可能光顺,采用旋转加工策略,选择刀具直径为Φ16mm;主轴切削转速要求高,选择转速为3000r/min;进给速度要求小,选择其值为150mm/min;选择行距为0.25mm,公差为0.1mm,旋转精加工参数设置界面如图5所示,刀具路径如图6所示。
5 加工路径检验
该软件具有可视化的加工仿真模拟功能,可直观查看产生的刀具路径在实际情况下如何进行加工,检查过切、碰撞和加工质量等切削情况。仿真时系统将以可控的速度动态模拟完整的加工切削过程,便于编程人员检查加工过程的合理性与正确性。图7为刀具路径检验仿真图。
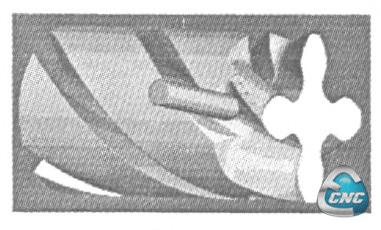
图7刀具路径检验仿真
6 加工程序的生成
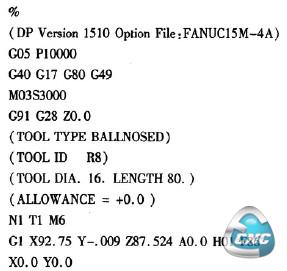
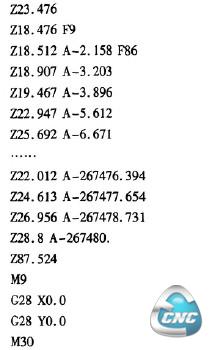
产生完一系列刀具路径,检查确定无误之后,需要将这些刀具路径按其在CNC机床中的加工顺序排列,然后通过PowerMILL提供的后处理模块经自动处理后即可快速地产生机床NC代码文件。精加工程序如下:
7 结语
DelCAM的PowerMILL加工功能强大,对复杂曲面数控加工PowerMILL能够提供丰富的加工策略。具有计算速度快,绝对安全的防护措施,强大的后编辑功能,安全高效等功能,是一款适合复杂曲面制造的CAM软件,中文界面尤其适合中国技术人员操作。结合UG软件和PowerMILL各自的优点,可简便高效的实现零件的设计和加工。合理的加工方案和切削参数对于最终加工出高质量、高精度的制品同样起着关键的作用,为此数控编程人员不仅要熟练地应用CAD/CAM软件,而且要有深厚的数学功底和丰富的实际加工经验。本方法适合复杂型面的设计和加工场合,在制造企业有一定的推广借鉴价值。
- 上一篇文章:基于UG的螺旋叶片数控五轴加工
- 下一篇文章:浅析数控加工中心加工工艺