



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Cimatron E汽车简易模具的快速分模与数控编程
2.5 建立毛坯
(1)从拆模向导上选择STOCK,再选NEW STOCK。
(2)绘一矩形以建立毛坯,如图5所示。
2.6 添加属性至毛坯
(1)选择PARTING—STOCK AT—TRIBUTES。
(2)选取毛坯并单击OK键离开。
2.7 输出模具零件
(1)从拆模向导上选择EXPORT。
(2)出现对话框,提示:输出模具零件将会保存目前的文件,是否继续?选择YES。
2.8 完成凸、凹模建立
(1)打开文件SPLIT-01,选取STITCH,系统会将所有的分模面缝成一个对象。
(2)选取拆模向导中的CUT/BOOLEAN,选择毛坯作为被剪切的对象,按中键离开。再将分模面作为剪切的对象,确定箭头的方向,单击OK键确定,结果如图6所示。
(3)隐藏分模而并保存文件。
(4)重复上述操作步骤建立凸模,如图7所示。
3 CAM数控编程
下面围绕分模生成的顶窗盖板凹模进行CAM编程。在Cimatron E中选择NC加工模块并打开,在NC环境下调入“凹模”文件。
3.1 完善CAD模型
(1)凹模深度在原有基础上加深4mm,侧壁与顶面交线倒圆弧R=2mm。
(2)确定坐标系。将坐标原点移至凹模上表面中心处作为编程原点。
3.2 编程规划
(1)牛鼻刀对凹模用体积铣方式刀路开粗。
(2)镶刀片球头铣刀对圆弧与斜面夹角部位用曲面铣刀路二次开粗。
(3)整体球刀对整个凹模型腔用曲面铣进行光刀。
(4)球刀对夹角部位清根。
(5)球刀对夹角部位二次清根。
3.3 刀路设定
(1)采用大直径牛鼻刀D63R8mm开粗,体积铣3D环切刀路快速去除材料,加工余量0.6mm,层切量0.6mm,2D步距设为40mm。
(2)为使光刀留量均匀,用D30 mm粗加工球刀对余量多的部位采用曲面铣3D步距方式二次开粗,留量0.3mm,最大残留高度设为0.2mm。
(3)用D16mm整体精铣球刀对凹模整体型腔光刀,留量为0,最大残留高度设为0.05mm。
(4)夹角部位用D10mm球刀采用笔式铣削方式进行清根,留量0。
(5)为能达到产品根部要求,参考D10mm球刀用D6mm球刀二次清根,留量为0。
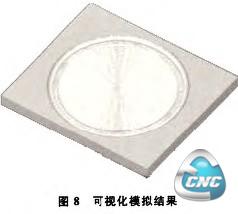
3.4 进行加工模拟仿真
逐次对NC程序管理中的刀路在SIMULATION(仿真)状态下仿真检查,最终模拟NC可视化模拟加工结果如图8所示。
3.5 后置处理。生成NC加工程序
选取NC向导条中的POsT(后置处理),设置后置处理参数,点选后置处理器为DEMO,单击APPLY(应用),输出程序。对程序的开头根据实际情况予以修改并保存。
4 结论
运用Cimatron E的快速分模与编程模块对顶窗盖板进行压型模设计与编程,使得分模过程比原来缩短了近60%~70%,且能够~次完成。在数控编程时,直接调用上步分好的所有模具部件,且无需对模型进行额外的工艺补充与调整便可一次完成所有的编程工作,编程效率较原来提高近50%~60%。
- 上一篇文章:基于PowerMILL的底座模具型腔数控编程
- 下一篇文章:关于数控机床电气控制电路设计及实例分析