



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

刀具破损监控系统在车铣加工中心上的应用
四、DTA安装
DTA-软件传感器。ARTIS刀具监控可以不需要传感器,而通过PROFIBUS总线读取数字驱动的数据,如功率、扭矩、速度等新年好来处理,从而实现刀具破损的监控。
对于NCU软件高于6.4的SIEMNS-840D数控系统,DTA安装如下:
(1)拷贝CTM软盘1中文件“TPM0302.elf”到NC卡中。
第一,使用Apsoft公司的CARDWARE软件想NC卡中加载文件。
第二,使用SIEMENS公司的SinuComFFS软件向NC卡中架在文件。
(2)激活DTA功能,设定DTA监控的轴。MD61700 TOLL_MONTITOR_AX_TAB[0]=4轴
MD61700 TOLL_MONTITOR_AX_TAB[0]=1;X轴
MD61700 TOLL_MONTITOR_AX_TAB[0]=2;Y轴
MD61700 TOLL_MONTITOR_AX_TAB[0]=3;Z轴
(3)使用S3EI刁软件对DTA进行组态(见图2)。CTM软盘1中存有CTMA04DD.gsd组态文件。
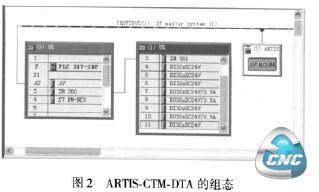
设定DTA的地址范围输入输出起始地址均为300。同时修改机床数据:
MD61701 TOOL_MONITOR_LOGIC_ADDRESS_IN=300:输入起始地址
MD61 702 TOOL_MONITOR_LOGIC_ADDRESS_IN=300:输出起始地址
(4)编写PLC程序。辅助功能如下:
H11=XXXXX:向ARTIS系统送入程序号
H12=XXXXX:向ARTIS系统送人刀具号
H13=XXXXX:向ARTIS系统送入刀具补偿号
H14=XXXXX:向ARTIS系统送入切削号
M20:ARTIS监控功能激活
M21;ARTIS监控功能取消
五、ARTIS刀具监控的使用
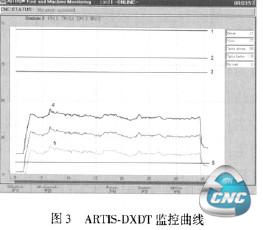
HTM80600sub车铣复合加工中心主要是加工大型曲轴,特点是加工时间长。切削量大,所以采用ARTIS.DX/DT监控方式进行加工监控。
ARTlS.DX/DT监控方式是指你的丁件是小批量、多品种并且加工时间长的加T的话.可采用“DX/DT”的监控方式。“DX/DT”是没有学习曲线的,不是通过与学习曲线的比对,做出刀具监控结果的判断.而是通过几条不同的限定,对在加T中的刀具进行刀具监控的判断。
编程举例:

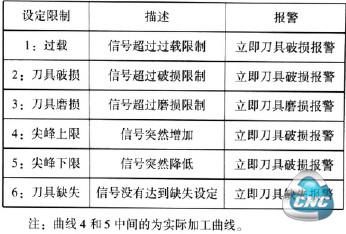
曲线描述如附表所示:
六、结束语
HTM车铣复合加工中心选用了ARrrIS系统对刀具破损进行监控,为用户带来多重好处,刀具耐用时间长,刀具及时更换,提高设备的使用率,减少废品率,优化丁艺过程等等,总之,让用户获得更大的投资回报。
- 第1页:刀具破损监控系统在车铣加工中心上的应用(1)
- 第2页:DTA安装
- 上一篇文章:齿轮刀具管理系统的研究与开发
- 下一篇文章:Cimatron it软件中WCUT工序在复杂型腔加工中的应用