



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

SlEMENS 840D用户循环程序的编程方法
2.3 机床功能定制的模块化编程
第三种情况的用户循环程序的编写.对编程人员除了要求具备前两种变量子程序的编程能力外.还要熟悉西门子系统的电气部分、PLC的程序编制以及PLC与NC的信息通信等方面的知识。下面也以实例作一个简单的介绍。
为西门子系统机床的第4轴增加一个夹紧与放松的专用指令。设第4轴的夹紧信号为Q35.0,夹紧完成信号为135.0,放松信号为Q35.1,放松完成信号为135.1。用以实现NC与PLC通信的指令与地址见表1。
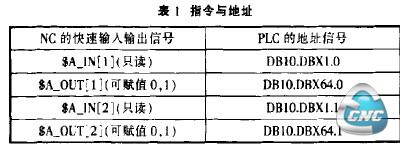
NC的快速输入输出信号需要在系统参数中启用配置:
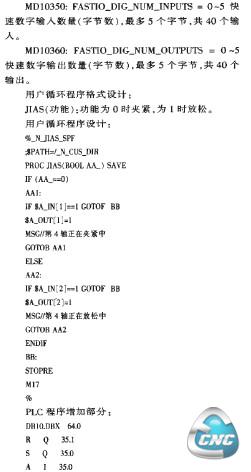
MD 10350:FASTIO_DIG_NUM_INPUTS=0—5快
速数字输入数量(字节数),最多5个字节.共40个输入。
MDl0360:FASTIO_DIG_NUM_INPUTS=O-5快速数字输出数量(字节数),最多5个字节,共40个输出。
用户循环程序格式设计:
JIAS(功能):功能为0时夹紧,为l时放松。
用户循环程序设计:
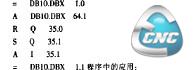
在程序中输入JIAS(0)表示夹紧第4轴,当夹紧完成信号135.0没接通前,处于循环等待中.同时屏幕提示第4轴正在夹紧中。输入JlAS(1)表示放松第4轴,当放松完成信号135.1没接通前,同样处于循环等待中,同时屏幕提示第4轴正在放松中,只有完成信号接通后才能继续下面的程序。
在这个实例中,用户循环程序可以简化PLC程序的编程。通过用户循环程序处理顺序逻辑,而PLC程序只负责对信号进行简单处理,把复杂的PLC逻辑处
理变成简单的NC程序处理。现在越来越多的机床中刀库、机械手、对刀仪等辅具的顺序动作都是采用这种方式进行编程。
3 结束语
通过变尾子程序的模块式编程的应用可以有效提高编程效率(只改变量而不用重新编程)、增加编程循环的府用范匍(增加如椭圆循环等)、扩展机床功能(通过与PLC的通信实现顺序逻辑控制)。用户循环的模块式编程相对一般的加工程序编程对编程人员的来说,要求会高一点。初步应用者可以从第一种编程方式学起,从常规程序到变量程序的实现.先熟悉变量的应用再一步步去掌握其它两种编程方法。
- 上一篇文章:采用涂层的基于陶瓷和PCBN的超硬切削材料进行硬车加工
- 下一篇文章:刀具破损监控系统在车铣加工中心上的应用