



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于SINUMERIK 802D的数控平面磨床电气控制系统
3 纵向往返运动区间控制
数控平面磨床的z轴和y轴均由数控系统控制,而纵向运动采用液压系统驱动,这样既经济又能满足实际要求。数控平面磨床工作台纵向往返运动的位移不能控制,且数控平面磨床有防护罩,如果还采用调节行车挡块来进行位移控制的方法,工人操作起来很繁琐,影响工作效率,不能满足要求。为了方便地调整工作区间,在控制面板上可安装两个数字式波段开关,用来设定工作台左右移动的位移,避免频繁调节行车挡块。在工作台上安装感应块,在床身安装原点传感器(如图2所示),这样可以测量工作台的位移。由于工作区间的位置要求不需太精确,故采用如图2所示的结构就可以控制工作台往返运动的区间。
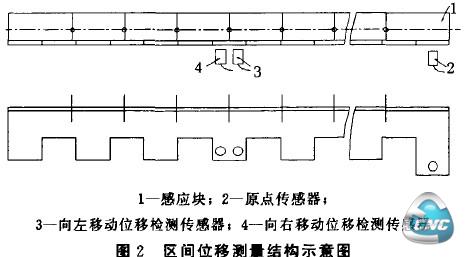
图2中感应块做成锯齿形状安装在工作台上随工作台一起移动,原点传感器和左右移动位移检测传感器安装在床身上。由于操作面板的两个波段开关设定的是工作台左右移动的位移,PLC采用两个存储器存储设定值,该设定值是以工作台行程的中点为计算基准。另外,用两个计数器来记录传感器所测得的脉冲数,将脉冲数换算成位移值存储在寄存器中。在各个进给伺服轴回原点时,纵向进给轴也回原点,并自动将行程数值的一半值存到右行位移存储器中。自动运行时,处理器根据判断设定的位移和实际位移值的大小确定工作台的移动方向,从而控制电磁阀动作,驱动工作台移动。工作台移动的同时,通过传感器向处理器发送脉冲信号,处理器接收脉冲信号,并且计数,
由测得的脉冲数计算出移动距离,如与设定的位移值一致,工作台停止移动,换向电磁阀动作,工作台反向移动,同理测出实际的位移等于设定位移时,电磁阀再次换向,如此循环往复运行。通过调节控制面板上工作台位移选择波段开关就能很方便地改变工作台的往复区间。在床身上安装了左、右限位开关用于对机床工作台进行保护,防止误动作,增加了可靠性。
4 电磁吸盘的控制
电磁吸盘的控制采用了专用的充退磁控制器,适应性宽,满足各种零件加工时电磁吸力的调整要求。该控制器采用数字化调磁功能,调整方便,可以自行设定它的最高输出电压和退磁效果的日常调节范围,残磁量小。该控制器的电磁吸力通过控制面板的定位器来进行调节,并通过刻度指示出来。
- 第1页:基于SINUMERIK 802D的数控平面磨床电气控制系统(1)
- 第2页: 纵向往返运动区间控制
- 第3页:PLC程序设计