

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于HyperMILL的整体叶轮五轴数控加工
本文在HyperMILL软件的基础上,对整体叶轮的五轴加工策略进行分析和实现。首先拟定加工路径和工艺方案,确定加工参数,然后计算出叶轮的加工刀轨路径,生成机床加工代码,最后加工出合格的零件。该方法有效地减少了加工循环次数、减少加工步骤、提高加工精度和加工效率。
2 叶轮五轴加工
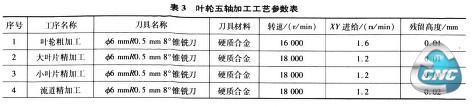
2.1 叶轮五轴加工的工艺参数
由于叶轮的叶片太薄,吃刀量过大容易造成叶片的变形与断裂,太慢又严重影响加工效率;而切削速度太慢容易造成表面挤压变形,过快又容易造成表面的颤纹;进给速度太快容易造成表面应力过大,太慢则达不到加工的目的。本文的切削参数是根据刀具的材料、机床性能、加工材料及操作者的多年工作经验和多次切削试验得来。加工过程的工艺参数,如表3所示。
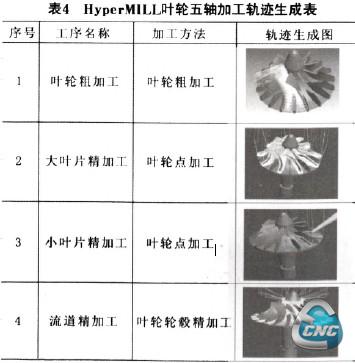
2.2叶轮五轴加工轨迹生成
本叶轮的五轴部分由HyperMILL软件进行加工,通过对叶轮模型的处理,对加工方法的选择,对刀具的选择,对软件参数的设定和对高速加工路径的规划,叶轮五轴加工轨迹生成过程和加工方法,如表4所示。
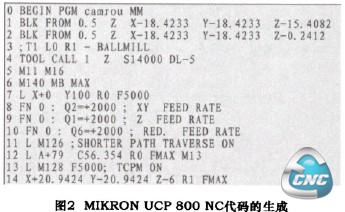
2.3 叶轮加工生成代码
在HyperMILL后置处理构造中根据机床特性设定好机床的坐标参数与旋转轴,根据Heidenhain iTNc 530数控系统的各命令功能设置编辑后置处理器。经过数据转换和对Heidenhain iTNc 530数控系统命令的翻译,可以把加工的刀轨文件转换符合M1KRoN ucP 800 Nc机床的NC代码,如图2所示。
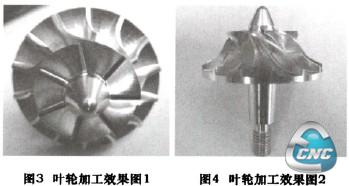
2.4 叶轮加工与精度检验
通过MIKRON UCP 800 NC机床完成零件加工,如图3、图4所示。最后通过三坐标测量仪进行检测附合加工精度要球且实际运行效率高于所要求的75%。
3 结语
叶轮是在高旋转速度下工作的零件,对制造要求的水平非常高,制造质量对叶轮的性能有着重要的影响,因此要制造出与设计要求相符的叶轮,不仅要有良好的制造方法,还要有好的工艺保证。
- 第1页:基于HyperMILL的整体叶轮五轴数控加工(1)
- 第2页:叶轮五轴加工
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:加工中心的绝对位置数据丢失后的数据恢复
- 下一篇文章:基于CimatronE的四轴后置处理软件开发