



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于RFID的加工中心刀具信息管理系统的研究
2 设备通讯与数据传输
本系统采用BALLUFF BIS C系列RFID产品,编码块采用EEPROM存储类型,最多可存储511字节数据,支持的通讯接口类型RS232、RS422/485、20 mA/,ITY。考虑到目前机床数控系统与PC一般配有COM串行通讯接口,因此采用RS232作为设配之间的通讯协议。
2.1 RFID通讯编程
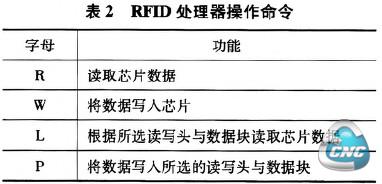
根据需求初始化设置RFID处理器,确定通讯串口及其参数,如波特率、数据位、停止位、奇偶校验及输入/输出功能。然后编写通讯报文,从而通过处理器将芯片内的数据读取COM通讯串口。例如,R 0050 0010 V
其中,“R”为头命令,“0050”代表从芯片的第50个存储位置开始读取数据,“0010”代表读取10字节的数据,最后的“V”是该命令的BCC校验码。RFID常用处理器操作命令如表2所示。
2.2 MSComm控件通讯编程
不管是向RFID处理器发送通讯报文还是将处理器返回的数据读取到系统界面,都需要借助COM串口通讯实现数据传输。在VB开发环境中,通过MSComm控件可以方便地实现与控制COM串口通讯。首先要根据RIFD处理器的设置初始化COM口,使Pc设备管理器中的COM口、RFID处理器、MSComm控件中设置的波特率、数据位、停止位、奇偶校验等参数保持一致,否则无法实现串口通讯。读取COM口数据模块采用MSComm控件提供的事件驱动方式,即在通讯过程中出现收发数据或产生错误时,触发OnComm事件,继而判断CommEvent属性值确定事件类型,根据事件类型做出响应。COM口接受数据的代码如下:

2.3 DDE机床通讯编程
西门子840D数控系统带有刀具管理功能,集成了对刀具与刀库的许多管理功能,包括刀具数据与刀库数据的显示与管理,如刀具寿命、刀具磨损与刀具补偿等。这些数据按照不同的类型存储在NCK各区域中,使用VB TextBox控件通过DDE链接可以实现对这些变量的读写操作,将从RFID芯片读取出的工艺信息快速写入相应的NCK变量中,提高工艺信息输入的准确性与效率。例如,将12号刀位刀具的长度补偿写人NCK刀具名变量中的代码如下:
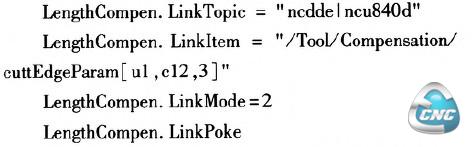
其中,LengthCompen为显示刀具长度补偿的Text·Box控件名称,Linkhem项中输入需要写入NCK变量的参数路径,LinkMode项中的2代表手动模式,Link—Poke代表DDE会话中客户端要求服务器写人数据。
2.4刀具寿命更新
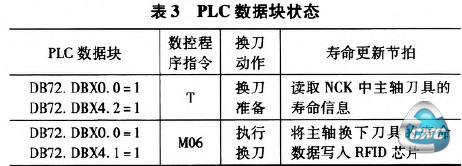
西门子840D数控系统具有刀具寿命监控功能,可以自动记录刀具加工时间,当刀具实际寿命小于预设限制寿命时,刀具状态变为“不可用”,在下次加工时数控系统自动搜索替代刀具,被换下的刀具则进入刃磨、报废环节。为了保证RFID芯片数据的实时性,在数控系统换刀时应更新RFID芯片中的刀具寿命信息,将数控系统NCK变量中的寿命数据写入RFID芯片。本系统自动检测与换刀有关的PLC数据块,作为更新刀具寿命的触发信号。换刀时的PLC数据块状态与芯片更新节拍如表3。
- 上一篇文章:ARTIS刀具监控系统在数控机床上的开发应用
- 下一篇文章:加工中心的绝对位置数据丢失后的数据恢复