



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于CAXA数控车的特殊弧形零件的自动编程
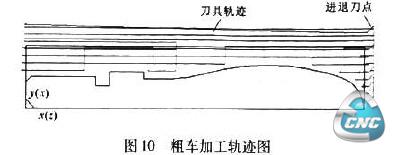
2.2.2外轮廓精车加工
外轮廓的精车与租车设置相似,只是将加工参数适当改变.其余采用系统默认设置,此处不赘述。
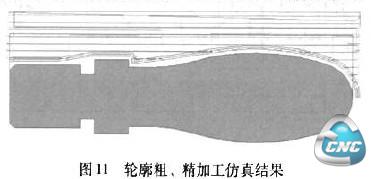
2.2.3外轮廓的粗精加工轨迹仿真及程序生成
可以对CAxA数控车软件中生成的粗、精加工刀具轨迹进行模拟仿真,“验证加工程序的正确性。具体操作如下单击数控车丁具栏中的“轨迹仿真”图标,CAXA数控车系统可眦自动进行轨迹仿真。选择“二维实体”、“缺省毛坯轮廓”方式,根据系统提示,拾取已经生成的簇、精加工刀具轨迹.系统开始进行仿真。通过轨迹仿真,现察刀具走刀路线以及是否存在干涉及过切现象。图11为仿真结果。
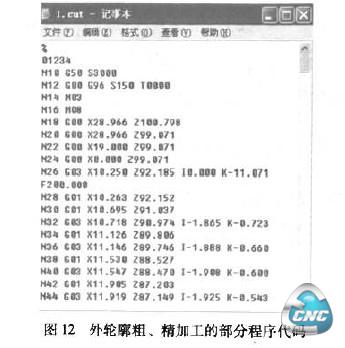
程序生成是根据当前数控系统的配置要求,把生成的加工轨迹转化成G代码数据文件.即生成CNC数控程序。具体操作过程如下
单击主菜单中的【数控车】→【代码生成】命令,或者单击数控车工具栏中的“代码生成”图标,根据系统提示,填写“后置文件”对话框,保存后置文件(*.cul)的地址,填写相应的文件名称后,单击“打开”按钮,拾取和应的刀具轨迹,系统自动生成“记事本”文件,渡文件即为生成的数榨代码加工程序。图12为手柄外轮廓粗精加工的部分程序代码。
2.3机床设置及程序后置处理
由CAXA数控车软件生成的加工程序,通过R232串行口,可以直接传输给数控机床的MCU。由于数控机床所采用的数控系统不同,会导致G代码指令的语言格式也有差别,因此需要通过机床设置和程序后置处理方法来解决。
以FANUC数控系统为例,在CAXA数控车软件中,默认的机床名只有LATHEI、LATHE2和“LHE3,因此需要添加机床。单击主菜单的【数控车】→【机床设置】命令,添加FANUC数控机床,并设置主轴控制、数值插补方法、补偿方式、程序启停等相应操作的G代码指令。
程序后置处理就是针对已经添加的FANUC数控机床,结合已经设置好的机床配置,对后置输出的数控程序的格式、程序段行号、程序大小、数据格式、编程方式、圆弧控制方式等进行设置。具体操作为单击【数控车】→ 【后置设置】,根据新建的FANUC机床进行后置参数设置,以达到简化程序的目的。
3 结论与展望
CK6140数控机床上实体零件的加工结果表明,利用CAXA数车软件自动编程加工得到的手柄外轮廓曲面与手工宏程序编程加工得到的手柄外轮廓曲面相比,前者表面光洁度较好,加工质量高。另外,由于自动编程代码可以通过R232串行口直接输入至数控系统,避免了复杂的面板输入操作,自动编程加工所需时间是手工编程加工所需时间的1/3左右,因此大大提高了零件的加工效率。
CAXA数控车软件具有应用灵活、针对性强的特点,可以加工不同类型的回转体类零件。与目前市场上功能相似的同类软件(例如Pro/E、UG)相比,该软件价格相对较低,因此可以广泛应用于数控加工行业中。
作者对特殊弧形零件——手柄外轮廓的自动编程作了初步探讨,利用CAXA数控车软件进行了加工设置,生成了加工程序代码。此方法突破了手工编程的局限性,避免了手工编程时繁琐的节点计算工作,节省了在宏程序编程中多次走空刀所耗费的时间。但如何对软件产生的G代码指令进行进一步优化,则有待于进一步的研究。
- 上一篇文章:基于EdgeCAM的数控技术在模具加工中应用
- 下一篇文章:浅谈机床电气的数控化