



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

切削刀具主要几何角度及选择
(2)车刀的主要几何及其选择
1)前角前角在正交平面内测量的前刀面与基面间的夹角。前角的正负方向按图示规定表示,即刀具前刀面在基面之下时为正前角,刀具前刀面在基面之上时为负前角。前角一般在-5°~25°之间选取。

切削
前角选择的原则:前角的大小主要解决刀头的坚固性与锋利性的矛盾。因此首先要根据加工材料的硬度来选择前角。加工材料的硬度高,前角取小值,反之取大值。其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
2)后角在正交平面内测量的主后刀面与切削平面间的夹角。后角不能为零度或负值,一般在6°~12°之间选取。

切削
后角选择的原则:首先考虑加工性质。精加工时,后角取大值,粗加工时,后角取小值。其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。
3)主偏角在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角。主偏角一般在30°~90°之间选取。
主偏角的选用原则:首先考虑车床、夹具和刀具组成的车工工艺系统的刚性,如车工工艺系统刚性好,主偏角应取小值,这样有利于提高车刀使用寿命和改善散热条件及表面粗造度。其次要考虑加工工件的几何形状,当加工台阶时,主偏角应取90°,加工中间切入的工件,主偏角一般取60°。

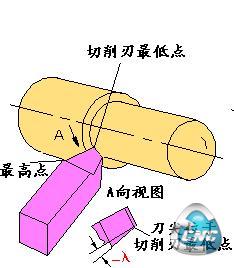
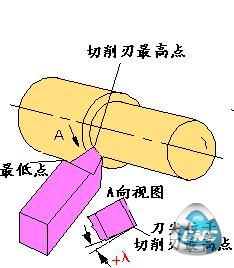
图5 刃倾角的符号
4)副偏角在基面内测量的副切削刃在基面上的投影与进给运动反方向的夹角。副偏角一般为正值。
副偏角的选择原则:首先考虑车刀、工件和夹具有足够的刚性,才能减小副偏角;反之,应取大值;其次,考虑加工性质,粗加工时,副偏角可取10°~15°,粗加工时,副偏角可取5°左右。
5)刃倾角λs在切削平面内测量的主切削刃与基面间的夹角。当主切削刃呈水平时,λs=0°;刀尖为主切刃上最高点时,λs>0°;刀尖为主切削刃上最低点时,λs<0°(如图5所示)。刃倾角一般在-10°~5°之间选取。
刃倾角的选择原则:主要看加工性质,粗加工时,工件对车刀冲击大,λs≥0°,精加工时,工件对车刀冲击力小,λs≤0°,一般取λs=0°。
切削刃
切削刃
- 第1页:切削刀具主要几何角度及选择(1)
- 第2页:切削刀具主要几何角度及选择(2)
- 上一篇文章:基于Pro/e数控加工后处理技术研究
- 下一篇文章:浅谈应用华中数控系统实现MasterCAM自动编程加工