



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床PLC故障实例解决方法
2.4 诊断中间继电器故障实例
某数控机床出现防护门关不上,自动加工不能进行的故障,而且无故障显示。该防护门是由气缸来完成开关的,关闭防护门是由PLC输出Q2.0控制电磁阀YV2.0来实现。检查Q2.0的状态,其状态为“1”,但电磁阀YV2.0却没有得电,由于PLC输出Q2.0是通过中间继电器KA2.0来控制电磁阀YV2.0的,检查发现,中间继电器损坏引起故障,更换继电器,故障被排除。
另外一种简单实用的方法,就是将数控机床的输入/输出状态列表,通过比较通常状态和故障状态,就能迅速诊断出故障的部位。
2.5 根据梯形图逻辑诊断DI点故障实例
配备SINUMERIK 810数控系统的加工中心,出现分度工作台不分度的故障且无故障报警。根据工作原理,分度时首先将分度的齿条与齿轮啮合,这个动作是靠液压装置来完成的,由PLC输出Q1.4控制电磁阀YVl4来执行,PLC梯形图如下图所示。
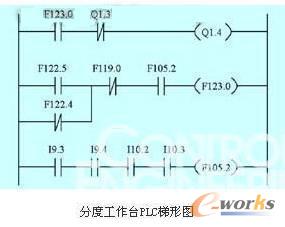
通过数控系统的DIAGNOSIS能中的“STATUS PLC”软键,实时查看Q1.4的状态,发现其状态为“0”,由PLC梯形图查看F123.0也为“0”,按梯形图逐个检查,发现F105.2为“0”导致F123.0也为“0”,根据梯形图,查看STATUS PLC中的输入信号,发现I10.2为“0”,从而导致F105.2为“0”。I9.3、I9.4、I10.2和I10.3为四个接近开关的检测信号,以检测齿条和齿轮是否啮合。分度时,这四个接近开关都应有信号,即I9.3、I9.4、I10.2和I10.3应闭合,现I10.2未闭合,处理方法:(1)检查机械传动部分。(2)检查接近开关是否损坏。
2.6 根据梯形图逻辑诊断DO点故障实例
配备SINUMERIK 810数控系统的双工位、双主轴数控机床。
故障现象:机床在AUTOMATIC方式下运行,工件在一工位加工完,一工位主轴还没有退到位且旋转工作台正要旋转时,二工位主轴停转,自动循环中断,并出现报警且报警内容表示二工位主轴速度不正常。
两个主轴分别由B1、B2两个传感器来检测转速,通过对主轴传动系统的检查,没发现问题。用机外编程器观察梯形图的状态。
F112.0为二工位主轴起动标志位,F111.7为二工位主轴起动条件,Q32.0为二工位主轴起动输出,I21.1为二工位主轴刀具卡紧检测输入,F115.1为二工位刀具卡紧标志位。
在编程器上观察梯形图的状态,出现故障时,F112.0和Q32.0状态都为“0”,因此主轴停转,而F112.0为“0”是由于Bl、B2检测主轴速度不正常所致。动态观察Q32.0的变化,发现故障没有出现时,F112.0和F111.7都闭合,而当出现故障时,F111.7瞬间断开,之后又马上闭合,Q32.0随F111.7瞬间断开其状态变为“0”,在Flll.7闭合的同时,F112.0的状态也变成了“0”,这样Q32.0的状态保持为“0”,主轴停转。Bl、B2由于Q32.0随F111.7瞬间断开测得速度不正常而使F112.0状态变为“0”。主轴起动的条件F111.7受多方面因素的制约,从梯形图上观察,发现F111.6的瞬间变“0”引起Flll.7的变化,向下检查梯形图PB8.3,发现刀具卡紧标志F115.1瞬间变“0”,促使Flll.6发生变化,继续跟踪梯形图PB13.7,观察发现,在出故障时,I21.1瞬间断开,使F115.1瞬间变“0”,最后使主轴停转。I21.1是刀具液压卡紧压力检测开关信号,它的断开指示刀具卡紧力不够。由此诊断故障的根本原因是刀具液压卡紧力波动,调整液压使之正常,故障排除。
3 结束语
通过典型实例与故障现象对数控系统、立式加工中心自动换刀故障、配备FANUC 0T系统的某数控车床、配备SINUMERIK 810数控系统的双工位、双主轴数控机床等运行中存在的问题加以分析,并作出相应的故障排除方法。