



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

ProE/NC应用的工艺处理规范以及高效加工
三、高效加工的实现
ProE/NC的工艺流程与工艺路线规划需要员工的专业素养,而高效加工是基于ProE/NC软件的本身特点来实现的,应用它和机械加工专业知识配台起来才能实现高效加工。
要实现高效加工的首要条件是建立符台要求的加工模板、刀具库和关键参数设定。
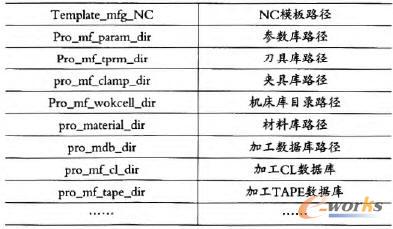
(1)前期工作。在config.pro文件中配置一个自己完全清楚的NC模板、刀具库路径和参数库路径(表1)。设置完成后,在后来的加工操作中,相应的参数文件、刀具文件和NC后处理生成文件在保存或生成时均会存入相应文件夹中(应确保在相应目录建立相应正确的文件夹)。
表1 NC模板相关参数
(2)定制符合国标或企标的NC模板。打开软件自带模板mmns_mfg_nc.asm,定义机床设置(接受3轴铣切),先后定义刀轨颜色、名称、安全高度、刀具类型、刀具名称和实际加工的切削用刀具号等,完成后,再建立NC输出通用文本格式。通用格式的好处在于规范每个NC加工G代码的格式-点击机床设置对话框中机床后处理选项右侧的“打印(PPrint)”按钮,定义输出NC序列的格式,然后选择“新建”选项并选择程序序列名称(NC_Sequence_Name)、序列类型(Sequence_type)、退刀高度(Retract_heigh)、刀具名称(Tool_Name)、刀具类型(Tool_Type)、刀位号(Tool_Position_Number)以及刀具参数(Tool_Parameters)等7个选项,均点选“是”,最后选择“确定”,自定义完成后如图4所示。
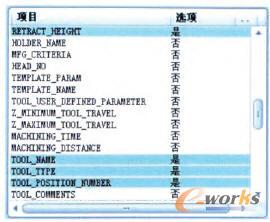
图4 自定义NC文件格式
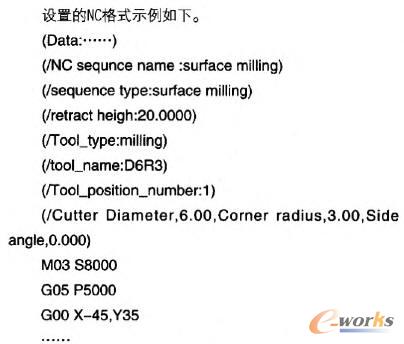
设置的NC格式示例如下。
保存后,进入加工环境,只需点选加工原点坐标系即可,这种方法可以简化偏移过程,提高效率。
在使用保存的定制NC模板时,如果Z零面(取决于用户选择的坐标系,最好和机床一致,当然也可以选用另外两种退刀类型)不是工件的最高面,则需要修改Z高度值,如图5所示(也就是安全高度的设置)。
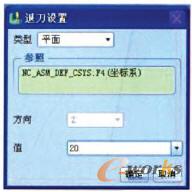
图5 刀具安全高度相关参数
- 上一篇文章:五轴联动数控加工中的刀具补偿方法
- 下一篇文章:基于Powermill的汽车轮毂模具的加工