



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

WorkNC在模具自动化加工编程中的应用
2.2.2 中加工及精加工方案
中加工与精加工一般采用相近的走刀方式。WorkNC有多种精加工工艺方案,如:3D沿面精加工、等高精加工和最佳化等高精加工、投影精加工和最佳化投影精加工等,可以根据实际工件的需要灵活运用。该件型腔复杂,平坦处与立壁处刀具的切削状态是不一致的。平坦处刀具的切削点在球头刀的刀尖点附近,而立壁处则是用球头刀的侧刃处切削,同样的转速侧刃比刀尖点附近线速度要高很多。因此这个件的中加工与精加工都采用平坦区与侧壁处分开的程序。平坦区域采用WorkNC的投影精加工,从R弧切线处提取边界,采用平行于座标轴X轴方向加工,采用转速4500r/min,进给4000mm/min。而立壁区域使用从R弧处提取的驱动线,使用3D沿面精加工,采用转速3500r/min,进给4000mm/min,刀具路径由高到低,一层一层加工下来(见图4)。

图4 中加工和精加工的刀具路径
2.2.3 清根方案
由于自动化数控加工的实施,清根方案采用留余量单刀清根配合多刀清根使用。
由于小刀相对较短,起伏大的型面,经常有刀具加工不到的地方,这就需要把较深部位的刀路轨迹单独划分出来。在WorkNC软件中,引入了刀具碰撞检测功能,其功能设置界面如图5所示。具体流程如下:
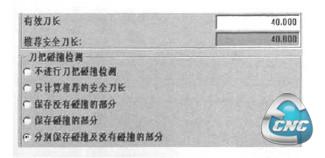
图5功能没置界面
第一步:计算最短安全刀长。选中需要计算最短安全刀长的刀具路径,并点选刀具碰撞检测按钮,在执行模式中选择“只计算推荐的安全刀长”,并在参数设定中输入有效刀长、刀把和曲面预留等参数。通过计算,如果有效刀长大于推荐的安全刀长则用此刀长数据,否则,进行第二步。
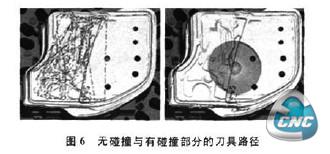
第二步:依照有效刀长来分割程序。选择“分别存储碰撞与没有碰撞部分”,计算生成各自的刀路轨迹,如图6所示。没有碰撞部分可实施自动化加工,有碰撞部分需要更换长刀或机床调头加工。
2.2.4 轮廓加工方案
用WorkNC生成的轮廓程序可实现三维层切,并且可根据设定的参数,控制不同刀具每一层的切削量,从而在保证安全的前提下实现自动化加工。WorkNC所做的轮廓层切程序刀具路径如图7所示。

2.3 加工过程仿真
仿真模拟功能可观察切削加工的全过程,检测设置的工艺参数是否合理,零件在数控加工过程中是否干涉,加工是否过切等,是程序编制过程中一个至关重要的环节。
WorkNC内部提供的仿真模块比较完善,分为渐进式模拟和3D模拟。渐进式模拟使用起来不需要制作毛坯,只需将包含机床及刀具参数的程序打开,执行刀轨路径模拟即可。3D模拟需要建立方形毛坯,仿真速度慢些,但仿真结果更加直观。3D模拟时将比例设成1:1,如有加工不到位或加工表面质量问题,基本上都能提前预知。
3 结论
采用WorkNC软件编程一定程度上优化了数控加工工艺,提高了加工效率,保证了加工安全性并使加工精度大大提升,尤其是残料毛坯的计算及防碰撞功能上,都为自动加工的实现提供了保障。随着CAM技术和数控加工水平的提高,人工成本的不断增加,追求少人化的自动化加工技术及排产方式将逐渐成为模具行业的发展趋势。
- 第1页:WorkNC在模具自动化加工编程中的应用(1)
- 第2页:中加工及精加工方案
- 上一篇文章:刀具库房信息化管理实践及展望
- 下一篇文章:基于CORBA的软件化开放式数控系统体系结构