

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

人机界面(FUJIPOD)在卷烟机组中的应用
本文介绍了应用富士人机界面和可编程控制器对我厂卷接机电气设备的改造,该系统取代原有的继电器、按钮指示灯、计数器、线路板等控制方式,实现了集中控制,现场运行稳定可靠。
2、 F2操作及参数修改画面
此画面共计6屏,手控可改变画面开关、按钮状态,对工艺参数进行修改,进入参数更改画面时需键入正确的级别密码方可修改画面。操作画面如图3:
当PLC掉电后,以上1----6项受中间继电器(M)控制将被复位,7----10项受锁存继电器(L)控制保持原来的状态,只有手动触发才能改变其相应的状态。
操作修改画面中设置了高速刹车、低速刹车、打条器时间、给嘴、给纸、水松纸剔除等32个参数,下面以打条器时间和给嘴支数(开机自动给纸控制)说明,如下图:
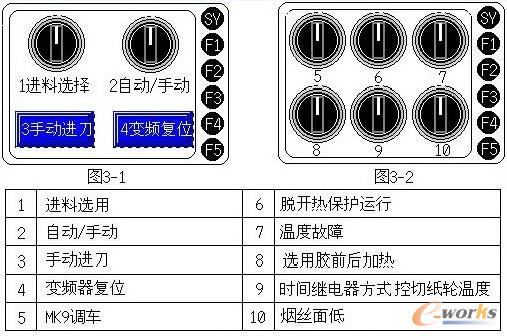
图3 F2操作及参数修改画面
3、F3点动测试画面
对PLC的全部输出点和部分输入点进行测试,对其功能的实现需在PLC运行主程序中加入测试程序,首先使主程序全部关闭,所有输出点复位为OFF状态,每一部操作在人机界面上均有提示信息,测试完毕后按“确认”键返回主程序。此功能对PLC执行器件的检查非常方便。
4、F4 PLC组态画面
对PLC的112个输入输出点进行ON、OFF状态的监视。
5、F5统计、帮助画面
此画面对生产产量、材料消耗、高速运行时间、停机时间进行统计,如果需要可以实时打印。同时,人机界面对设备的操作方法、维护注意事项等进行了详细的介绍。画面中还加入了留言板功能,方便于交接班时记录使用。
本系统是单台PLC与单台人机界面按1:1的方式通讯,单台人机界面还能与多台PLC通讯(1:N),此种方式适用于多台相对独立的单机联成机组的情况下,如烟草行业的包装机械;多台人机界面还能于单台PLC通讯(N:1),此种方式适用于占地面积庞大并由单台PLC控制的设备,如烟草行业的制丝线设备,使得在设备的多处监视其运转情况。
- 上一篇文章:革命性的切削刀片涂层新工艺
- 下一篇文章:现代精密测量技术现状及发展