



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

应用RFID的数控刀具识别系统设计与实现
3系统功能实现
3.1随机快速取刀
为了验证系统功能,设计了一个具有8刀位(间隔45度)的圆盘回转装置,随机存放刀具。RFID系统初始对应的刀位设为识别起点。系统启动,刀盘从当前起点开始随步进电动机控制每转动45度,RFID识别当前刀具标签,每次识别的信息传给微处理器存于刀位信息数组,数组包含刀座和刀具对应信息。RFID将一圆周识别完后,回到识别起点。此时,微处理器端的键盘输入所需的刀具号,微处理器内部算法运行,查找刀位数组中与输入刀具号信息匹配的刀位,并计算该刀位与识别起点的角度差(角距).角距值为n*45度(n=0~7)。再根据n的取值,判断电动机如何旋转才能最快到达目标刀具。接着,RFID读写器将所对应刀具信息的核心参数在液晶显示器上显示。随后便等待取刀,工作完成后RFID系统将重回识别起点,整个识别过程运转快速简便。系统换刀流程如图5所示。
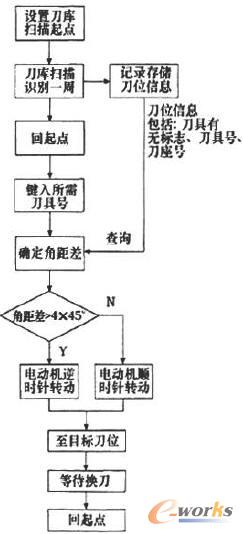
图5换刀流程
新刀其存入库的方式遵循就近空位放置的原则。取刀后,圆盘刀库8个刀位中将有空刀位。当新刀具需存入刀库时,微处理器查询该时刻各刀位信息.确定距离当而RFID系统位置的最近空刀位,随后,刀库转至最近空刀位,等待欣置新刀具。放置过后,RFID重新识别放置新刀具后的刀位信息并存储,以待下次识别工作的循环执行。新刀人库后,整个刀位信息数组无需重置。只修改部分信息即可。
3.2实验结果
系统工作时,圆盘刀库转速为15r/min,RFID。识别刀具标签时间为0. 25s。系统扫描识别一圆周总时间为6s。接着系统接受需查询的刀具号对目标刀具定位,各刀具所需定位时间T如表2所示,假设RFID在识别起始点(0号刀位),刀具识别定位的平均时间为1s。

表2 刀具定位时间
本识别系统改善了刀库中刀具识别的功能,使整个识别过程更加有效、稳定。对刀具识别的改进,使刀具在刀库中能随机存放;将射频识别与查表定位相结合的方法应用于刀具定位中,系统功能执行效率更高;电子标签中存有的刀具信息容量更大;单位刀具信息在换刀过程中可实时显示,使换刀过程实现可视化控制。
4结语
无线射频识别与其他目前应用的刀具识别方法比较,电子标签不受现场恶劣环境的干扰,不怕油、灰尘和脏东西的污染,使用寿命长,自动化程度高。数控机床刀具射频识别系统的用途是监控刀具和管理刀具,为机械加工准备好所需刀具,避免了停工等刀现象的产生。
本系统中管理与监控有机结合,具有较强的实用性,可提高生产效率和降低管理成本。
- 上一篇文章:干式切削刀具及其在加工轧辊中的应用
- 下一篇文章:磨加工过程中的主动测量仪控制与应用