

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于AutoCAD、MasterCAM在数控加工中的应用
本文充分利用个软件的优势,将AutoCAD与MasterCAM结合起来使用,可以提高设计效率、缩短设计周期。本文通过实例介绍了如何将AutoCAD文件输入到MastercamX文件中,以及介绍在MasterCAM中进行数控加工。
3 在MasterCAMX中进行二维加工
3.1 工艺分析
(1)因毛坯厚度为16mm,首先应安排面铣,铣削深度为1mm,考虑加工效率,应采用较大的平刀,选用16mm的平刀加工;
(2)外形也可采用16mm的平刀进行铣削,因单边加工的余量为5mm,XY方向不需要分层;
(3)中间部位应用挖槽加工,先用16mm的平刀加工,再用6mm的平刀加工;
(4)4个直径为15mm的通孔,可直接用直径为15mm钻头加工。
3.2 编制刀具路径
(1)毛坯的设置
【属性】/【材料设置】参照如图5所示设置参数,单击确定按钮如图6所示。

图5 毛坯参数

图6 毛坯设置
(2)面铣
平面铣削主要用于对工件的毛坯表面进行加工,提高工件的平面度、平行度及降低工件表面粗糙度,以便后续的挖槽、钻孔等加工操作。
【刀具路径】/【面铣】,选择直径为16mm的平刀进行面铣。产生的刀具路径如图7所示。
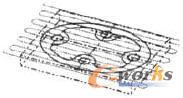
图7 面铣刀具路径
(3)外形铣削
外形铣削是沿工件的外形轮廓切除多余的材料产生刀具路径,二维外形铣削刀具路径的切削深度一般是周定不变的,由于Z方向加工余量大,在Z方向采用分层加工。
【刀具路径】/【外形铣削】,选择直径为16mm的平刀进行外形铣削。产生的刀具路径如图8所示。

图8 外形铣削刀具路径
- 上一篇文章:碳钢车削加工基础知识
- 下一篇文章:CAD/CAM技术的水轮机叶片三维建模及分析