



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控机床数据采集嵌入式适配器设计与开发(下)
图9 数控机床数据采集嵌入式适配器
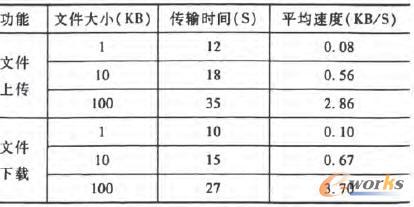
表1 串口通信实验结果
4. 2无线通信可行性验证实验与分析
无线通信可行性验证实验的目的是验证数控车间无线通信的可行性,包括两个方面的实验:无线通信信道信号强度与信噪比实验和无线通信带宽与响应时间实验。
利用Wirelessmon软件进行无线通信信道信号强度与信噪比测试,记录工程训练中心3台数控机床(距离无线AP由近及远,1一1Om)所在位置的数据,结果如表2所示。由表2可知:噪声强度低于一100dbm,信噪比平均水平在57dbm左右,在这样的信道环境中,嵌入式适配器可以进行无线数据传输。
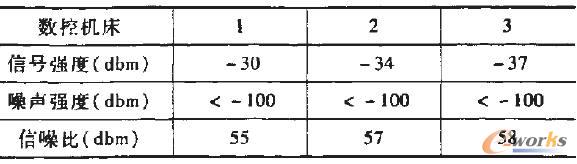
表2 信号强度与信嗓比测试实验结果
利用IxChariot软件进行带宽及响应时间测试,记录一段时间内嵌入式适配器与上位机无线通信带宽与响应时间数据,结果如表3所示。由表3可知:无线信道平均带宽在8Mbps左右,平均响应时间为1. 52S,未出现无响应情况发生,可以满足无线通信数据传输速率和响应时间需求。
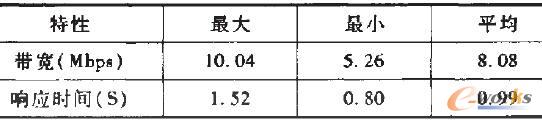
表3 带宽及响应时间测试实验结果
无线通信可行性验证实验表明,基于无线通信在数控车间实现嵌入式适配器与上位机通信是可行的。采用无线通信,摆脱有线通信车间布线困难问题,便于数控车间进行布局与调整;另外,一台AP可以对应多台嵌入式适配器,整套无线通信系统部署起来十分方便,易于进行系统扩展。
4. 3数据采集与处理实验与分析
以工程训练中心XH714立式加工中心和数控铣床XK-5032C/4为实验对象,进行数据采集与处理实验。
通过与数控机床串行通信接口相连,建立对应的数据采集通道,实现了机床参数、机床报警数据、偏置数据等数据采集;通过宏程序反馈方式,建立对应的数据采集通道,实现了数控机床主轴转速、主轴进给速率、当前刀具号、加工的数控程序号、开始加工时间和结束加工时间的采集。通过与数控机床PLC相连,建立对应的数据采集通道,实现了机床启停及机床运行状态数据采集。
对于采集的异构数据,经过数据处理模块处理后,初始语法异构的XML文档转化为统一格式的XML文档,从而实现了数控机床的透明化。
5 结束语
通过设计数控机床数据采集嵌入式适配器硬件系统,定制嵌入式适配器操作系统,开发嵌入式适配器数据采集与处理应用软件,最后,实现了具有串行通信接口的数控机床联网与数据采集。相比传统的数控机床数据采集系统,一方面通过无线通信,使车间布局便于调整,系统易于进行扩展,另一方面提出了一种具有通用意义且可针对特定应用进行扩展的数据采集模式,提高了数据采集的适应性。此外,利用XML系列技术实现语法异构数据的同构化,使数控机床透明化。