



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

圆盘浇铸机电气控制改进实践
2.2 改进前圆盘浇铸机作业效率分析
课题组随机抽取了连续20d的数据进行分析,发现其中有6个班次发生阳极炉被迫合炉重复精炼现象严重,合炉重炼阳极铜平均每班达3.4t,作业效率为25.3t/h。改进前的作业效率分析表见表1。
表1 改进前的圆盘浇铸机作业效率分析表
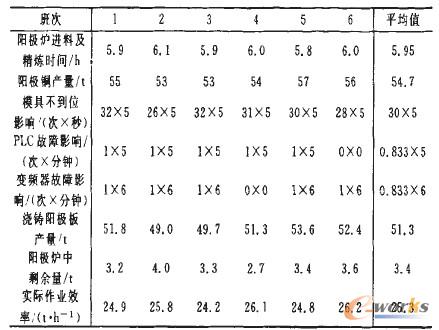
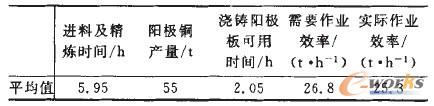
从表1可见,由于模具不到位影响平均每班次多耗时2.5min,PLC故障处理影响平均每班次多耗时4.2min,变频器故障处理影响平均每班次多耗时5min,平均每班次被迫合炉阳极铜剩余量3.4t,浇铸机的平均作业效率每小时25.3t,如果将圆盘浇铸机的作业效率提高到每小时26.8t以上,则可以彻底解决阳极炉被迫合炉重新精炼问题,阳极炉产能与圆盘浇铸机产能匹配表见表2。
表2 阳极炉产能与圆盘浇铸机产能匹配表
3 查找原因及改进措施
3.1 模具不到位、PLC故障原因及改进措施
3.1.1 原因查找
课题组经过现场查找发现,当模具不到位时,在PLC连线端子处可检测到2~4V的直流电压存在。另外,发现在浇铸机偷停时,在PLC连线端子处可检测到5~6V的直流电压,判断存在电磁干扰通过连接电缆串入了PLC,从而造成PLC误动作或死机。
3.1.2 改进措施
首先,课题组将连接“接近开关”的普通电缆更换为屏蔽电缆。同时,为了避免“接近开关”由于长时间高温辐射引起其特性变化而产生的误动作,将“接近开关”选择合理的位置重新安装。
3.2 变频器故障原因查找及改进措施
3.2.1 原因查找
课题组根据资料分析,模具到位后迅速制动,变频器从工作频率降低至0Hz的时间远短于默认的10s,从而造成变频器过电压保护性锁死。为了保证变频器迅速制动后正常工作,须使用能耗制动的方式制动。
3.2.2 改进措施
课题组将制动电阻加装于变频器内置的制动单元,从而可以将迅速制动时电动机回馈的能量以热能的形式消耗掉,以保护电动机和变频器的安全。
- 第1页:圆盘浇铸机电气控制改进实践(1)
- 第2页:圆盘浇铸机电气控制改进实践(2)
- 第3页:圆盘浇铸机电气控制改进实践(3)
- 上一篇文章:手工编程和GibbsCAM 软件编程在复合加工中的应用
- 下一篇文章:钣金CAD/CAM专业化完整解决方案