



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM协助时风集团实现加工变革
另外,GibbsCAM采用非模态界面使得用户能够不完成当前任务的同时即可以切换到另一个任务。这保证工作完全处在一个完全自由的方式,在用户同时进行的不同任务之间的顺序不存在任何限制和冲突,比如几何和刀路的创建以及使用拷贝和粘贴在不同任务之间传递信息等;采用一个悬浮在软件屏幕的轨迹球使得用户方便的控制任何标准的零件视图;在零件几何、加工工艺和刀路轨迹之间保持完全的关联性,允许其中任何一处的改变都能完成整个系统的自动更新;支持直接把对几何对象的测量使用到文本输入栏中等等,众多的细节凝聚了公司20多年的技术追求与积累。
在易用性的基础上,GibbsCAM追求极大范围的满足用户的制造需求。目前GibbsCAM产品线支持2-5轴铣削,车削,车铣复合加工,多任务加工和线切割。
GibbsCAM拥有完整的2-5轴铣削和2轴车铣方案,具体细节就不在此赘述。而GibbsCAM的车铣复合以及更复杂的多任务加工本质上就是其铣削能力和车削能力的无缝结合。因为软件在组织架构上的完善处理,铣削特征和车削特征被完整的统一为操作(Operations)特征,从而使得两者之间不存在明显的界限。这对软件使用人员有着极大的帮助。这样一来,在GibbsCAM里编制一个最复杂的多任务加工程序和一个最简单的车削加工程序,本质上是完全统一的。
作为CAM软件的重要组成部分,后置处理系统一直左右着其能否达到深入广泛的应用,尤其在车铣复合以及多任务加工领域。GibbsCAM在针对各种机床的后置处理定制开发方面有着深厚的技术积淀。目前GibbsCAM的后置库中拥有超过7000个经过实际机床验证的后置处理确保输出的程序无需任何改动即可应用于对应品牌的设备,其中包括超过584种国内外多任务加工机床。
针对时风集团引进的起亚机械SKT2500MT五轴四联动多任务加工中心,由于它属于起亚较新的设备,GibbsCAM库中没有现成的后置处理系统可以直接应用。但由于GibbsCAM在后置处理上的优异能力,经和时风集团的技术人员协调沟通,GibbsCAM开发出完整支持这台设备的后置处理;比如特殊的七位刀具号码指令;Y轴正交插补指令M120/M121;C轴铣削指令M43/M40;坐标系旋转指令G368/G369等。图三和图四为这台设备B轴旋转功能的试切零件的软件编程环境和实际加工现场照片。
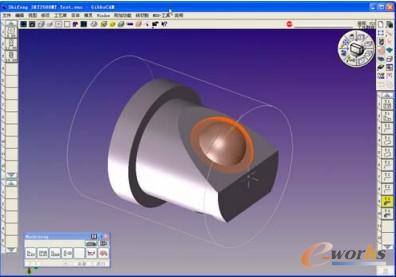
图三 B轴旋转试切零件编程界面

图四 B轴旋转试切零件加工现场