



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于 MasterCAM 的曲面多轴加工实例分析
从叶轮的结构分析,其叶身型面部分为复杂的空间曲面,各部分的曲率和扭转变化都较大,且为动力等装置的重要部件,所以在制造过程中要保证叶轮的质量性能。型面的加工质量直接影响其工作性能,还可能影响整机性能。叶片的材料要求有很高的质量强度比,加工中难切削,切削抗力大,引起的变形也大。由于其截面形状,在叶盆和叶背方向上抵抗变形的能力也不同,进排边缘处又较薄,加工中的形变很复杂,对数控加工提出了很高的要求。
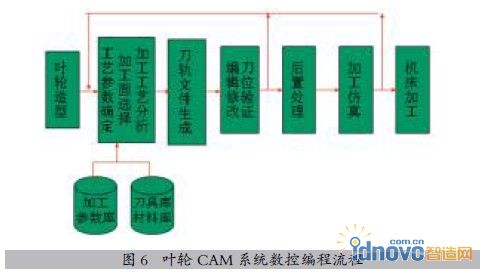
叶轮的制造工艺过程大致为:确定叶轮的基本参数→制作零件毛坯→毛坯探伤检验→CAM建模并生成程序→叶轮加工→检验。叶轮CAM系统数控编程流程如图6所示。
三、叶轮加工实例
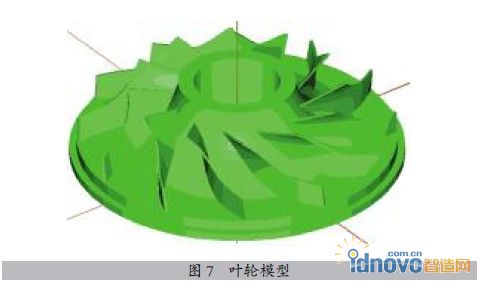
如图7所示,该叶轮的基本参数为:叶轮直径为425.45mm,孔径为110mm,高度为106mm,叶片均匀分布12处,五轴联动铣削叶片曲面理想的加工方案如下。
(1)去除余料,刀具沿轴线螺旋走刀,去除余料。
(2)铣削叶片,刀具沿轴线螺旋走刀,从一端走到另一端。
(3)去除残角,精铣底面和叶片,保证精度和表面光洁度。
(4)铣削叶根的过渡面时,确保叶片两端的凸台不受损伤。
在CAM菜单中点击“ToolPaths”→“Job Setup”,设置叶轮毛坯,选择“ToolPaths”→“Multiaxis”→“Flow5ax”,系统显示如图8所示对话框。在“Output Format”(输出模式)选项中选择“5Aaxis”(五轴),“Cut Pattern”(切削模式) 选项中选择“Surfaces”(曲面),“Tool Axis Control”(刀具轴线控制方式) 选项中选择“Pattern Surfaces”(模式曲面),“Cut Surfaces”(被切削曲面)选项中选择“Comp to Surfaces”(补偿曲面)。以上设置表示,生成刀具的路径为五轴加工刀具路径,用所选择的曲面定义刀具路径所在区域,刀具轴线与切削模式中选择的曲面法线重合,系统将刀具位置投影到所选择的被切削曲面上,并对刀具矢量进行补偿以防止过切。
对于叶片铣削,可采用近似于螺旋的走刀路径。刀具相对于叶片绕轴线做旋转运动,同时沿轴线作直线运动,如图9所示。路径仿真如图10所示。

采用这种走刀路径,叶片的变形小,质量可靠,且叶背和叶盆刀痕匀布,余量均匀,减少了后续打磨和抛光等工序的工作量,可明显地提高叶片的生产效率。
- 上一篇文章:CNC机床精度的检测
- 下一篇文章:NX/CAM数控铣编程的关键技术及应用