



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

SolidCAM的智能化加工策略——iMachining
SolidCAM的iMachining变体加工策略,可以自动生成摆线和环绕相组合的刀具路径,是多种加工软件中所独有的一种极为适合高速加工原理的加工方式。
当执行环绕加工的时候,可以把刀具路径看成赛车在跑道内高速行驶,赛车可以偏离跑道的中心,从而产生类似于赛车在跑道内的运动路径,赛车可以在不失速率的情况下来转弯。增加了刀路运动的光滑性、平衡性,避免刀路突然转向,频繁的切入切出所造成的冲击。
iMachining同样具有智能余量识别功能。能在大加工量、全刀宽切削、拐角等区域自动判,自动采用摆线加工方式进行加工,摆线加工是利用刀具沿着一滚动的圆的运动逐层地对零件进行加工;从而避免使用传统偏置初加工策略中可能出现的高切削载荷,采用摆线加工方式可以在高速加工中采用大的下切步距,产生的刀具路径始终是光滑、平稳的。
下面针对半开放式的凸台模型,采用iMachining和传统的高速加工方法做一个对比(如下图所示)。
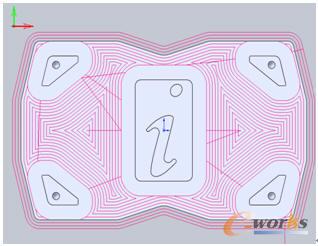
传统刀具路径
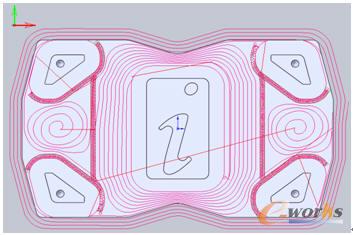
iMachining刀具路径
对于上面这个模型,第一个就是我们传统的一个做法,即通过环绕的加工方式进行加工,这样加工呢就会出现满刀切削的过程,即最大接触角为180°,并且最大切削速度都基于180°进行设定的,所以说他必须以较低的进给速度进行加工,否则就很容易断刀,而且有空切。我们再来看看iMachining变体的刀具路径,刀具和材料的最大接触角是动态变化的,也就是说在给定的最大最小接触角之间进行变化。并且他的进给速度也会自动的进行调整,无空刀。SolidCAM公司在泰国曼谷举行的泰国Metalex展会上做过实际机床加工的对比(Metalex—泰国国际机床和金属加工机械展览会是东南亚地区最大、最权威的机床及金属加工机械专业展览会)。结果显示,采用iMachining加工策略进行加工,加工这样的一个凸台就可以比传统的做法节省62%的时间。
通过上面的介绍,我们对iMachining这个加工策略有了一定的了解,下面我们再来总结一下采用iMachining的优势:
1.可以减少刀具磨损,降低使用成本
通过动态的调整进给速度和大切深的使用,就减少了对刀具的冲击,以及避免了刀具的局部磨损。并且呢通过最大接触角的控制,保证了刀具所受载荷恒定以及切屑的均匀。
2.缩短加工时间,提高生产效率
特别是对于硬质材料的去除和使用较小刀具进行切削时,极大地提高了效率。大的切削深度的使用,减少了我们层切的次数;高进给速度并能及时动态调整,发挥了机床自身最大功效。
3.智能刀具路径帮助使用者选择合理的工艺参数
比如说刀具、切削深度、最大/最小切削角度、进给和转速等参数的选择。
4.所有参数的的计算都是基于材料、机床的标准规范
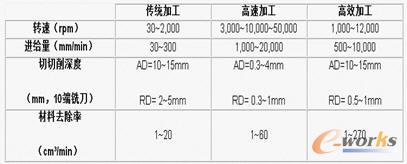
表1 高校加工与高速加工和传统加工切削效率比较
- 上一篇文章:数控车床编程常用的技巧
- 下一篇文章:利用微型刀具进行小零件的高速切削