



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

SolidCAM的智能化加工策略——iMachining
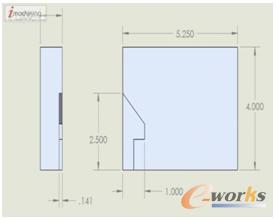
我们先看下面图所示,对于加工图形中边缘槽部分,我们传统的做法通常是以深切削慢进给进行加工,或者是用高速加工。一层一层地从外面往里面进行加工,那么他就必须分为多层进行加工(如下面图所示)。
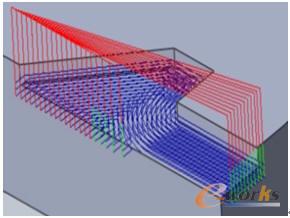
多层加工
但当你使用iMachining。那么你将会得到这样的刀具路径(如下图所示)。通过组合的刀具路径先以摆线的加工方式对边界区域进行加工,再以环绕的加工方式对残料区进行快速地去除残料。他的进给、速度、和步距会自动地进行调节。并且不磨削、不跳刀;光顺的刀具路径,使加工得更快更深不成问题。iMachining加工策略适合所有的加工,优化的转速和进给,避免发生断刀。由于传统的深切削慢进给刀具和机床的受载较大,排削的不容易等因素,因此iMachining加工策略与传统的深切削慢进给相比,大大的提高了加工效率和表面质量。
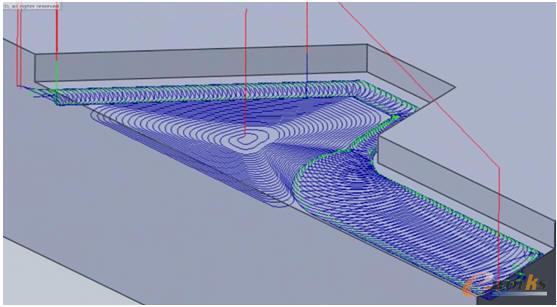
刀具路径
在高速加工中,采取的工艺方案通常是以高切削速度、高进给率和小切削量的组合,铣削的关键特征就是必须拥有高的主轴转速和高的进给速度,并且具有较短的刀具长度和圆弧连接的光顺刀路轨迹。高速加工中可以优化机床的加工性能,提高生产流程的稳定性。可以缩短整体的加工时间,但由于小切削用量的使用,使单个工序的加工时间并没有减少;而且高速加工对硬件的性能要求比较高,机床的承受载荷比较小,而且刀具磨损比较严重。iMachining加工策略通过接触角和进给速度的自由控制,自动产生摆线和环绕相组合的刀具路径,在iMachining中,提供了四种不同的进给速度(如下图所示),iMachining所产生的加工代码,它的进给速度是不断进行变化的。通过最大最小接触角的控制确保了刀具负载的稳定,光顺的刀具路径避免任何切削方向的突然变化,减少切削速度的降低,从而可以实现大切深、大进给进行加工。
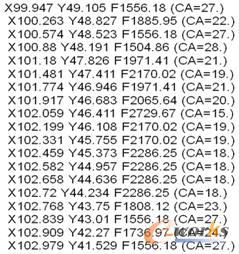
四种不同的进给速度
- 上一篇文章:数控车床编程常用的技巧
- 下一篇文章:利用微型刀具进行小零件的高速切削