



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子S7-200在钻床精度控制系统中的应用
1 引言
传统的普通钻床钻孔的精度和效率受到人工的熟练程度、疲劳程度等人为因素影响较大,要想达到高精度和高效率就十分不容易。基于此问题,我们开发了数控钻床,它可以按照输入的进刀曲线连续工作,钻孔精度可达0.01mm.采用PLC定时器编程可定时自动循环加工,以提高工作效率。本系统是为岫岩玉器加工厂原有钻床的改造而设计,造价不高,精度远远满足加工需求,具有很高的性价比。
2 系统控制要求及原理
钻床主要由进给电机M1、切削电机M2、进给丝杠、上限位行程开关SQ1、下限位行程开关SQ2、旋转编码器MD、光电开关SPH组成。钻床结构示意图如图1所示。M 1转动,通过进给丝杠转动,使M2和钻头产生位移,M1正传为进刀,反转为退刀。SQ1、SQ2之间的距离即为钻头的移动范围,并且SQ2提供下限位的超行程保护。旋转编码器MD将进给丝杠的进给转数转换成电脉冲个数,可对钻头进给量进行精确控制。光电开关SPH是钻头的检测元件,从SPH光轴线(图中虚线所示)至工件表面的距离称为位移值,工件上的钻孔深度与位移值之和就是脉冲数的控制值。如进给丝杠的螺距是10mm,MD的转盘每转一周产生1000脉冲,可知对应一个脉冲的进给量是10/1000=0.01mm。如果要求孔深15.751mm,又已知工件表面到SPH光轴线的距离为10mm,那么将控制值设为(15.75+10)/0.01=2575个脉冲数就可以了。可见该钻床钻孔深度的精度可达0.01mm。该钻床的工作方式为自动控制并设置手动控制环节,手动控制为点动,以便调整或PLC故障时手动操作。电源的引入使用电源接触器KM1。在紧急情况下,按紧急停车按钮就可以将PL C控制系统切除电源。
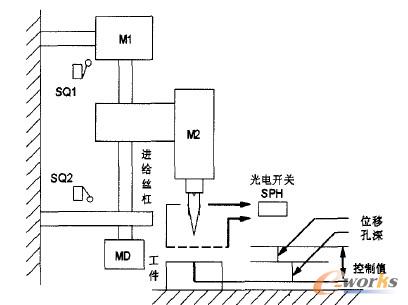
图1 钻床结构示意图
3 确定输入/输出设备及分配表
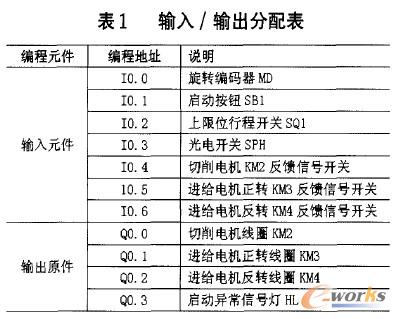
在此系统中,手动控制只是要求点动,且只是在PL C故障时使用,所以将手动控制按钮SB2、SB3、SB4直接与负载相连,不在PLC输人端接人。需接人PLC的输入/输出设备如表1。其中输入信号7个,输出信号4个。
4 选定PLC型号
选用西门子S7—200系列PLC—CPU224,它具有14输入/10输出共24个数字量I/O点,可连接7个扩展模板单元,最大可扩展至168个数字量I/O或35模拟量I/O,组成的I/O端子排可以很容易地整体拆卸。
5 PLC外部接线图及操作说明
PLC的外部接线如图2所示,图中画出了手动控制环节,手动控制直接接到负载侧,与PLC不相连。隔离变压器用来消除电噪声的侵入,提高系统的可靠性。输出回路中在接触器线圈两端并接RC回路,是为了防止感性负载对PLC输出元件的不良影响而设置。进给电动机正传接触器KM3的输出回路中串接SQ2的目的是在出现超行程进给时,由SQ2直接切断KM3,强制进给电机M1停转。电机正、反转接触器KM3和KM4之间设置了硬互锁环节,避免短路事故。在紧急情况下,只需按下“紧急停车”按钮就可使PLC系统切除电源。

图2 PLC的外部接线图
控制系统的具体操作步骤:
(1)按下“运行准备”按钮,KMl得电自锁,“运行准备”指示灯PL亮。
(2)选择开关SA放在“自动”位置,钻床处于“自动控制”方式。按下启动按钮SB1,正传接触器KM3接通,进给电机M1正向启动,进给丝杠转动,MD开始产生脉冲。钻头下降。
(3)在光电开关SPH检测到钻头尖的同时,便有接通信号输出,使切削电机M2启动,同时PLC内部计数器开始计数,记录编码器MD脉冲个数。
(4) 当计数器记录的脉冲数达到所需要的“控制值”所对应的设定值时,KM3断电停止进给,M1停转,进刀结束。
(5)KM3和KM4经过延时电弧互锁切换后,KM4接通,M1反向运转,钻头上升退刀。
(6)上升至钻头尖离开SPH光轴的瞬间,SPH的输出截止,KM2断电,M2停转。
(7)上升至碰到上限位行程开关SQl时,SQ1动作,KM4断电,M1停转,自动钻削过程结束。
- 第1页:西门子S7-200在钻床精度控制系统中的应用(1)
- 第2页:程序设计
- 上一篇文章:数控技术专业以实践为中心的复合化教学体系的实施条件
- 下一篇文章:数控技术专业数学教学模式的革新