



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC与ClMPLIClTY在汽车流水线控制系统中的应用
1 引言
汽车同其他现代高级复杂工具如电子计算机一样,在所有的历史变迁,可谓与人们的生活息息相关,都具有时代个性,代表着一种文化背景和品位。随着人们生活水平的不断提高,对汽车的要求也越来越高,相应的汽车生产线也向着高科技方向发展,利用先进的自动化技术,控制技术和通讯技术,设计智能化,高节能的汽车流水线控制系统成为必然趋势。
可编程序控制器(简称PLC)由于具有功能强、可编程、智能化等特点,已成为汽车生产工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。本工程采用罗克韦尔公司的Logix556l系列的PLC与软件CIMPLICITY相结合,再连接三菱A700变频器构成全自动车间滚床控制系统,既利用了变频器调速技术优良的控制性能,又利用了CIMPLICITY监控软件丰富的组态功能,操作方便,界面友好,与PLC通讯良好等功能。
2 工艺流程概述
在汽车制造过程,涂装工艺是汽车装配线上的重要环节,涂装有两个重要作用,第一车防腐蚀,第二增加美观,而滚床就是一种汽车装配线上的运送装置。变频滚床,顾名思义速度可变,一般采用变频器控制滚床上的电机,变频启动,0 50HZ工况运行。变频滚床根据工艺运行方向运行,滚床上装有传感器。分为进位传感器,减速传感器,到位传感器。进位传感器为常开点,感应到该传感器时,表明橇体开始进入滚床;减速开关为常闭点,感应到该传感器时,橇体的运行速度由高速变为中速;到位传感器为常开点,感应到该传感器时,橇体停止动作,表明橇体完全进入滚床。在承接汽车配件的撬体到达滚床并感应到滚床上的传感器时,给PLC输入信号,PLC通过接触器控制变频器,从而调整滚床电机的运行速度。采用PLC与软件CIMPLICITY软件相结合,对现场工艺流程进行实时监控和输出报警信息,并进行实时的报警汇总,便于工作人员调试维护,保证设备的正常运行。如图1所示:
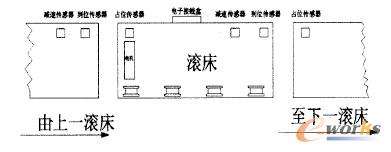
图1 现场工艺设备图
3 硬件组成
本工程的现场工艺设备是基于北美通用汽车的CCHl和CCS2标准设计制造和安装,采用美国罗克韦尔公司Alien~Bradley Logix5561系列的PLC作为设备层控制核心对滚床进行控制,也负责对现场的变频器断路器等器件的检测控制,实现控制策略,其通信功能能够实现与上位机监控与远程通讯。在本控制系统中有一个PLC控制器,其可以满足系统对开关量的要求,一个以太网模块,用于与个人电脑或者与上位机进行通讯,两个输入模块,用于对配电柜里的变频器和接触器等器件控制检测,两个DEVICENET模块,DEVICENET现场总线技术把主控柜和现场个远程控制站连接成一个整体,保证PLC与远程控制站,或者相邻两个PL C之间的数据读取和写入,实现数据信息的共享。各个远程控制站采用AB Control Logix系列1734 ADNX模块,他能自动复制节点地址,在数据链路层的内置重试,基于连接的通讯,每个网路连接的错误计数器和受力状态下有小于10—7的位误码率。硬件组成如图2所示。
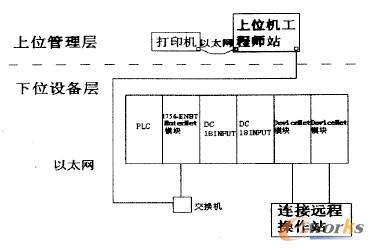
图2 控制系统硬件组成
- 上一篇文章:西门子S7系列和三菱FX系列PLC的编程软元件和指令的比较
- 下一篇文章:伺服调整工具调试配置华中8型数控系统