



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于Cimatron E8.5的涡轮增压器整体叶轮五轴数控加工技术研究
0 引言
涡轮叶轮是车用发动机废气涡轮增压器的关键零部件,其特点是:叶片薄、扭曲大和叶片间隔小。其加工质量直接影响发动机的效率,为了得到高质量的涡轮叶轮,要对其进行整体加工。整体叶轮加工是指轮毂和叶片在同一个毛坯上进行整体加工,其难点就在于扭曲流道和超薄大扭曲叶片的加工。对于整体叶轮加工,通常采用铸造成型后抛光的方法,该方法的缺点是模具复杂,且难保证叶片精度,动平衡性差,生产周期也比较长。本文对叶轮进行逆向造型,再应用Cimatron E8.5软件对叶轮进行五轴仿真加工。为整体叶轮的生产提供了一个更快、更精和更省的方法。
1 叶轮的逆向造型
涡轮增压器整体叶片曲面是大扭曲的变截面,运用逆向造型技术进行整体叶轮的三维造型,它可以对整体叶轮进行快速反求,实现整体叶轮的快速设计和制造,从而提高效率、准确性及缩短整体叶轮的设计周期。
用三维扫描仪对其进行扫描,得到叶轮数据如图1所示,利用Imagware软件对点云进行修改、简化和光顾处理,得到单个叶片点云如图2所示。

图1 叶轮原始数据

图2 处理后的叶片点云
再利用Imagware软件由点云构造曲线。采用“内插法曲线”的曲线偏差分析如图3所示,采用“公差曲线”的曲线偏差分析如图4所示,对比偏差图可以看出采用“内插法曲线”的曲线偏差最大为1.466e-005,且各各数之间变化大,而采用“公差曲线”的曲线偏差最大为1.36e-005,且各各数之间变化小,说明采用“公差曲线”时的偏差变化比较平缓且更接近真实的叶轮形状,所以为了保持叶片原状及减小偏差,选取“公差曲线”构造曲线。接着在三维造型软件Pro/E中采用“边界混合”,由曲线生成叶片曲面。通过阵列和加厚成型,如图5所示。
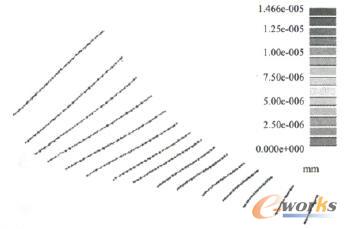
图3 采用内插法曲线的曲线偏差分析

图4 采用公差曲线的曲线偏差分析

图5 整体叶轮三维模型
- 上一篇文章:CimatronE10 塑胶模具制造特点
- 下一篇文章:Pro/ENGINEER在曲面体设计中的应用