



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

GibbsCAM软件中叶片的车铣复合加工
复合加工是机械加工的发展方向之一,也是数控设备发展的一个主要方向。在多种复合加工领域中,车铣复合加工是目前发展最完善的一个领域。在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设备作为高端设备的展示内容。
车铣复合加工设备的应用领域广泛,除了可以应用于某些产品的大批量加工外,而且对于一些小批量或单件的生产也大有用武之地。车铣复合加工设备具有至少一个旋转轴的控制能力,使其应用范围可以扩展,甚至可以替代多坐标联动加工中心的工作。
下面大家跟随我一起来学习在GibbsCAM中如何编制多轴车铣复合加工的程序。这个工件是我们和大隈(上海)机床一起合作切削的一个叶片。
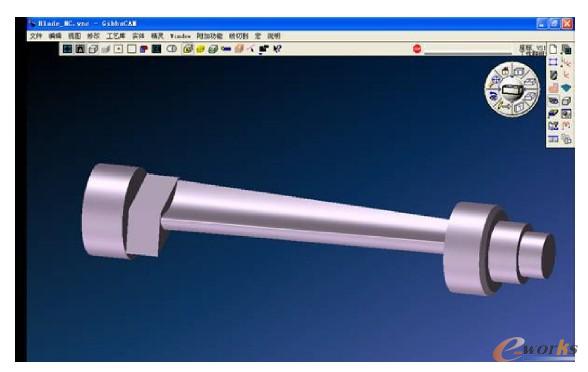
图1 叶片数据
在进行叶片程序编制之前,先安排加工工艺,由于该机床设备是多轴车铣复合加工中心,再加上该工件需4轴联动加工,这样可以避免我们多次装夹以免出现偏差。
下图2所示为加工该叶片的加工设备Okuma Multus B300W OSP P 200L。
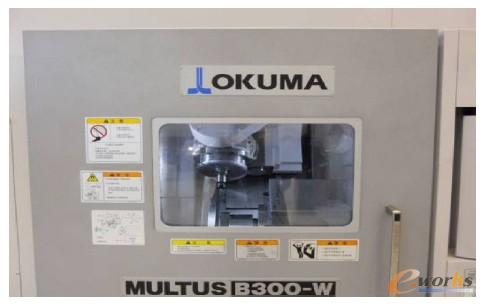
图2 Okuma Multus B300W
GibbsCAM软件提供了CAD/CAM一体化操作平台,CAM包括从简单的车削到复杂的多轴同步车铣以及简单的2.5轴铣到复杂的5轴联动铣削加工策略,它的车间化的编程界面使我们操作起来更加简单;多年的编程经验提高我们的效率。
一、按照工艺安排第一步先进行车外圆加工。
表1 工艺安排

在GibbsCAM中先选择一把刀具加上一个策略一起生成一个车削对话框,在对话框中填上相应的参数,再选择加工图素就可以生成刀路轨迹了。GibbsCAM的编程理念和别的CAM软件有所区别,很多传统软件使用的是特征编程,而GibbsCAM采用的是操作模式编程,这样生成的程序可以很轻松的进行工艺优化。

图3 粗车外圆界面