



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Cimatron在高速铣削中的两个特殊策略
随着航空航天、模具制造及精密微细加工等领域需求的日益广泛,高速切削技术已经得到了很大的发展和应用。高速切削不仅对机床、控制系统、夹具、刀具有特殊要求,同时也要求CAM软件优化刀具路径策略,螺旋或圆弧进刀、切削速度的连续和无突变以及无尖角刀具轨迹等是在各种刀具路线中都应尽量采用的,以保证切削过程的平稳和快速。
针对常规的产品或模具,通用的高速铣削技术已经发挥了巨大的作用,但针对巨型零件和微型零件,常规的高速铣削则无能为力了,而Cimatron 软件针对巨型零件和微型零件及模具提供了崭新的高速切削策略-插铣和微铣削。
Cimatron 针对超型零件或模具提供了特殊的高速切削的方式-插铣。它是金属切削最有效的加工方法之一。对于难加工材料的曲面加工、切槽加工以及刀具悬伸长度较大的加工,插铣法的加工效率远远高于常规的层切铣削法。插铣可减小工件变形降低铣床的径向切削力。
插铣为粗加工和精加工提供了高效的加工策略。粗加工可以用高承载刀具像钻孔一样进行铣削,即使进给速度再高,刀具也只是轴向受力。这种策略也可用来针对垂直或接近垂直的区域进行精加工。当采用大直径或小圆角的牛鼻刀时,将可用更少的刀路来完成所需的曲面加工。
对于深度很深的腔体的粗加工也可采用插铣的方式,腔体很深时,需要很长的刀具,这时刀具刚性很差,按常规的切削路线切削刀具易变形,而且也易产生振动,影响加工质量和效率,采用插铣的轨迹正好可解决这一问题。
Cimatron E为插铣加工提供了多种优化刀路策略包括,适用这可以选择是侧插或是中心插铣,也可以定义插铣最小深度和方向,针对拐角的地方,Cimatron 还可以定义插铣的包容角度,从而自动调整侧向步距,避免切削力在拐角处突然变大而对机床产生损害。下图1为Cimatron中插铣加工。
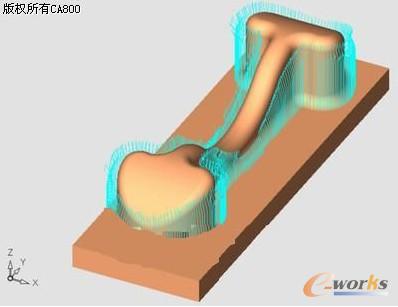
图1 Cimatron中插铣加工
- 上一篇文章:网络环境中人机界面设计
- 下一篇文章:基于FPGA的铁轨检测算法设计与研究