



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

半导体工艺线CAM及SPC的应用
0 引言
如何实现工艺稳定,GaAs微波功率器件,是生产出性能稳定一致的GaAs工艺线从研制向小批量生产转变阶段所面对的首要问题。GaAs微波功率器件的生产是一个相当复杂的工艺过程,包含各种有源器件和电容电阻等无源器件的制备及光刻、金属化、腐蚀和钝化等各种工序的互相协作,其中任何一个细微的环节出现问题,都将会影响到产品的最终性能。如此复杂而精细的工艺,靠传统的工艺台帐和工艺流程卡的形式来实现工艺控制是非常困难的。
目前,许多大型的半导体生产线采用先进的计算机辅助制造技术(CAM)和统计过程控制方法(SPC)。1987年,Motorola公司创建了SPC质量管理体系,并全力应用到公司的各个方面。从1987年开始实施SPC到1999年,公司生产率平均每年提高12.3%,由于质量缺陷造成的费用消耗减少84%,控制流程失误降低99.7%,节约制造费用总计超过110亿美元,由此可见其先进性和影响力。
然而,在以课题研究为主要工作内容的研究所工艺线中,CAM和SPC技术多年来一直无法贯彻应用;近几年,随着工艺线从研究向着小批量生产的过渡,传统的工作模式并不能够满足工艺生产控制的需要。在此情况下,作者及其同事将CAM和SPC引入到工艺线中,并进行修改和调整,使其能够适应当前工艺线多品种小批量生产的需要。
1 CAM和SPC技术
CAM技术是随着计算机和网络技术的成熟而发展起来的,是当前世界上流行的生产管理技术,为国内外大型半导体工艺线所广泛应用。一套完整的CAM系统的硬件部分由服务器、客户端机和局域网3部分构成;软件部分由数据库和客户端组成。数据库安装在服务器中,是CAM系统的核心;安装有客户端的计算机完成数据的输入输出工作,并通过局域网与服务器进行通讯。
SPC是针对工艺过程统计受控的要求发展起来的,利用统计分析理论,将连续采集的大量工艺数据转换成信息,以确认、改善或纠正工艺过程特性,保证产品质量、成品率和可靠性,具有预警、诊断和调整的功能。SPC最简单的应用就是均值控制图,该原理在许多统计学书籍和文章中均有介绍,本文主要介绍具体应用。
以CAM为载体来实现SPC方法的技术是近年来随着信息技术的提高发展起来的,相比传统的生产管理方式,具有强有力的处理和分析问题的能力,同时还具有反应迅速、使用方便、界面直观和稳定可靠的特点。
2 CAM和SPC技术的引入和应用
2.1 CAM技术的引入和应用
通过学习借鉴国内外工艺线CAM系统的先进经验,结合工艺线的实际特点,作者及其同事开发出了适应其工艺线的CAM系统,称为流片信息(WI)系统,以实现工艺生产的信息化管理。在WI系统中,建立有原材料库、工艺模块库、工艺流程库和产品库4个主要部分。原材料库内存储所有外延材料的基本信息;工艺模块库中建立有各个工艺模块的操作程序和参数指标;工艺流程库由工艺模块组成,为某产品所要经历的具体流程;产品库内存储所有产品的基本信息。各部分之间的关系和运行模式如图1所示。
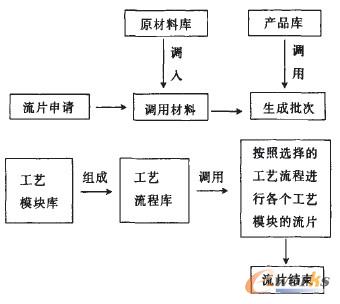
图1 Wl系统的架构和运行模式
在图1所示的架构中,最主要的部分为工艺流程库,这也是WI系统的核心。图2为工艺流程库,它由各种针对不同工艺的工艺流程所组成的,每个工艺流程可以分为以下几个层次,从低级到高级依次为:工艺小步、工艺步骤、工艺模块和工艺流程。其中工艺小步为WI系统中的最小结构单元,含有需要进行测量分析的所有工艺参数。

图2 工艺流程库的组成分页在收到流片申请之后,负责流片的工程师首先选择合适的材料,并编写选择相应的工艺流程,进行流片。在图3所示的操作员终端界面中,可以看到当前所有产品的流片状况,方便进行工艺生产的管理和控制。在每步工艺开始之前,该工艺操作人员利用操作员终端界面进入系统,查看工艺流程中所定义的工艺条件,并按照该条件作业,实现工艺指导书的功能;在各工艺完成后,操作人员将工艺结果和测试结果输入到WI中,实现工艺参数的记录;WI具有历史查询功能,包含两个方面:工艺流程的逻辑查询和工艺参数的数据查询,前者主要用于工艺线的生产管理和流片安排,后者主要用于查看流片结果和数据分析。在图4所示的WI参数历史查询界面中,右侧列出具体的参数名称,左侧为查询条件,工程师可以根据自己的需要设置查询条件进行查询,查询结果可以输出为Excel格式。

图3 WI操作员终端界面
图4 WI的参数历史查询界面
通过上述的流程,作者所设计的WI实现了三个基本功能:工艺指导书、参数记录和提取、生产流程管理和历史查询。上述功能的实现,能够将整条工艺线的运作通过WI来进行实时监控和调整,并能够对数据进行及时的查询和分析,大大提高了工作效率,促进了工艺线的稳定和发展。
2.2 SPC方法的实现
据上文所述,WI软件系统中可以提取出大量的测试结果参数,利用统计学原理对这些参数进行分析处理,从而获得具有指导意义的信息,是SPC方法的核心。通过查阅国内外有关资料,咨询数据处理方面的专家,学习成熟的经验,同时结合具体工艺的实际情况,不断地进行总结和调整,最终形成了以下解决方案。
首先,选择了制作直观易懂的栅凹槽腐蚀电流(![]() )SPC均值控制图,如图5所示,图中
)SPC均值控制图,如图5所示,图中![]() 为片号。该类型控制图含有几组不同的控制限,其中LSL,USL以及TGT为规范限,一般为客户要求的规范(或工艺内部规范);LCL,UCL以及AVE为控制限,是使用当前的数据根据35(标准偏差)的方法计算得到的。
为片号。该类型控制图含有几组不同的控制限,其中LSL,USL以及TGT为规范限,一般为客户要求的规范(或工艺内部规范);LCL,UCL以及AVE为控制限,是使用当前的数据根据35(标准偏差)的方法计算得到的。
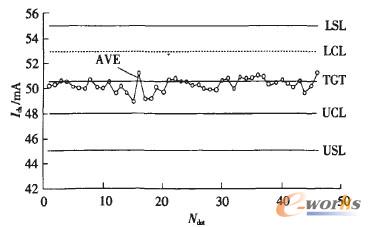
图5 栅凹槽腐蚀电流典型均值控制图
在获得SPC控制图之后,根据具体图形对工艺进行监控。正常的SPC控制图各点应以目标值TGT为中心,在规范限的限制范围内,无规律地上下波动,如图5所示。如果出现异常,就需要进行分析判断,找出原因进行调整。
图6所示为n+凹槽腐蚀电流(![]() )的SPC控制图,可以看出有一个点A超出了规范限。当出现这种情况时,应当立刻停止工艺,分析原因,安排工艺实验,对工艺条件或者测试条件进行修正,最终使该工艺后续的结果在规范限之内,此为SPC控制图的基本判断功能。
)的SPC控制图,可以看出有一个点A超出了规范限。当出现这种情况时,应当立刻停止工艺,分析原因,安排工艺实验,对工艺条件或者测试条件进行修正,最终使该工艺后续的结果在规范限之内,此为SPC控制图的基本判断功能。
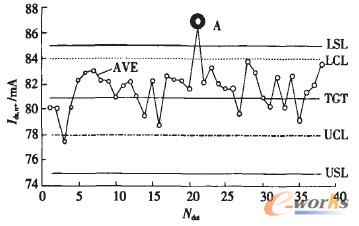
图6 n+凹槽腐蚀电流控制图(A点超出规范限)
如果SPC的控制图上连续7个点都在目标值的同侧,如图7所示,说明当前工艺状态有所漂移,必须引起注意,立即分析原因并进行调整,使后续的测试结果以目标值为中心上下波动,这就是运用了SPC控制图的预警功能,以避免出现更为严重的问题。
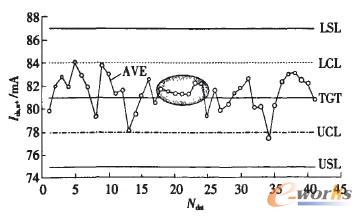
图7 连续7点在目标值同侧的![]() 控制图分页还有一种情况,如果控制图上的点呈现出规律波动的形态,也应当引起注意。这种情况一般是由于不同的操作人员或者设备等外围因素引起的,例如不同操作人员操作习惯不同,或者不同时间段的环境影响而导致参数结果有变化,需要对操作人员进行培训,以保持工艺的一致性。
控制图分页还有一种情况,如果控制图上的点呈现出规律波动的形态,也应当引起注意。这种情况一般是由于不同的操作人员或者设备等外围因素引起的,例如不同操作人员操作习惯不同,或者不同时间段的环境影响而导致参数结果有变化,需要对操作人员进行培训,以保持工艺的一致性。
通过分析控制图,可以对工艺进行改进和优化。图8所示为一段时间内某电流测试结果的曲线图,可以看到之前的点浮动范围较大,对器件的最终测试结果影响很大。于是作者对工艺进行分析,及时调整了工艺条件,使腐蚀后电流的一致性大为提高,从而大大提高了成品率。之后,作者又对规范限及时地进行了调整,使其符合工艺调整后的标准。
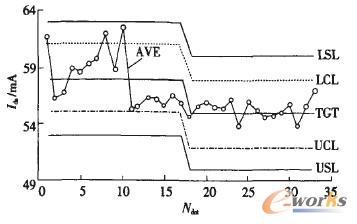
图8 利用控制图对工艺规范限调整的结果
均值控制图作为SPC方法的基本工具,在监控工艺线的统计受控状态方面发挥着重要作用。通过实施和推广SPC方法,可以清楚地了解各工艺的受控状况,将可能出现的失误减小到最低程度,从而提高工艺质量与生产效率。
随着工艺控制的进一步深入,单独的SPC均值控制图已经不能满足工艺的需要,这时可以引入极差控制图来监控片内偏差,这样就构成了均值一极差控制图。同时,还可以进行工艺能力指数的计算。
3 结语
通过CAM技术的引入,作者及其同事基本完成了工艺线生产管理的信息化建设,同时以其为载体,实现了工艺线的SPC控制。这两项技术的应用,极大提高了处理和分析数据的效率,大大缩短了对于工艺异常的反应时间,有力地促进了工艺的稳定和发展,为今后高效率宽带GaAs微波功率单片的突破提供了坚实的基础。
随着工艺水平的不断进步,作者及其同事将进一步完善CAM技术,更深层次、更广泛地应用SPC方法,从而为高效率宽带GaAs微波功率单片的持续稳定供货提供强有力的保证。