



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

2010产品创新数字化峰会征文:数控铣削加工中正确使用刀具半径补偿功能
1.引言
数控铣削加工工中,编程人员是根据零件图纸上的轮廓尺寸进行编程的。如果不加其他处理处理,CNC将精确控制刀具中心按照数控程序中所描述的零件被加工轮廓进行运动,直至加工结束。但是,任何铣削刀具都是有半径的,实际加工中零件轮廓的铣削是依赖铣刀圆柱面上的切削刃和被加工轮廓相切来实现的,如果刀具中心沿着零件被加工轮廓运动,则加工结束后的零件尺寸肯定不是图纸要求的理想尺寸。(加工外轮廓时将在任何一个坐标方向上小一个刀具直径值,而加工内轮廓时则相反)。这样,就产生了编程轮廓和实际加工轮廓的不一致性。而且,因为任何刀具都有半径导致这种不一致性不可避免。解决这个不一致性的方法有两个思路:一是编程人员直接在被加工轮廓的外侧(或者内侧),把所使用的刀具半径的具体数值考虑进来,重新求解刀具中心线的实际运动轨迹,然后按这条新轨迹编程。 这个思路存在很多弊端,首先是当轮廓轨迹很复杂的时候计算基点坐标的工作量大,难度大,而且容易出错,另外,更为重要的是当加工现场条件变动,比如刀具并非预设的半径尺寸,或者预设刀具由于磨损等原因实际尺寸已经发生变化时, 就必须重新按照真实的刀具半径值求解新的刀具中心运动轨迹编程。这样的思路不仅繁琐,而且实际加工的时候因缺乏柔性导致可操作性极差。第二种思路就是让CNC自动在被加工轮廓的的编程轨迹基础上,依照一定的规则和指令,结合刀具的半径值,自动求解刀具中心的运动轨迹并精确控制刀具中心沿之的运动,完成加工过程。这样的功能就叫做数控铣削加工的刀具半径补偿,该功能可以极大程度的简化编程,优化程序设计,精确控制加工精度,它是数控铣削中非常重要的功能。对刀具半径补偿功能的正确理解和灵活掌握,对于数控铣削加工具有非常重要的意义。
2.刀具半径补偿的指令、选用和判定方法
数控铣削加工中的刀具半径补偿分为左偏置半径补偿G41和右偏置半径补偿G42,取消这两种补偿都使用G40指令。 判定采用哪种补偿的方法如下:
从不在加工平面内的第三根坐标轴的正向朝负向看,刀具沿零件被加工轮廓运动,判定者的眼睛始终跟在刀具之后,若刀具始终在被加工轮廓的左侧即为左刀补G41,反之为右刀补G42。下图所示,阴影部分保留,刀具在被加工轮廓的外侧或内侧时,刀补方向的判定如下。
另外需要注意的是,G41 对应的实际加工状态是顺铣,零件的表面质量好,加工精度高,G42对应的是逆铣,更适合于加工中有振动,加工精度要求不高的场合。但是,一般来讲数控机床所加工的对象都是尺寸精度高、表面质量好的零件,即便是粗加工阶段,实际加工的切削状态也比较好,为了提高加工质量,也为了使编程更为简洁,可以在粗、精加工过程中都使用G41 左偏置刀具半径补偿。
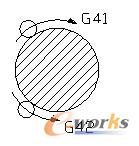
图2—1铣削外轮廓
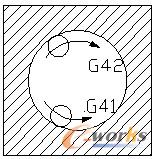
图2—2铣削内轮廓

图2—3铣削内外轮廓
3.刀具半径补偿的建立和撤销的方法:直线式和圆弧式
刀具半径补偿包括三个阶段:刀补的建立、刀补的运行和刀补的撤销。要注意补偿开始点和第一个补偿点(或者最后一个补偿点和补偿撤销点)之间的距离L要大于一个刀具半径,以保证能补偿能成功建立或者撤销,而不会伤及被加工轮廓。这段距离L是刀补建立(或撤销)时增加的一段刀具路径,经常被设计成直线或者圆弧的形式,保证刀具在建立好刀补之后再以切向切入的方式开始被加工轮廓的切削, 或者以切向退出的方式离开零件轮廓之后再撤销刀补。 刀具的切向切入和切出轮廓,在被加工轮廓上不留进退刀痕,可以很好的保证轮廓加工精度。下面是直线式和圆弧式两种建立、撤销刀补的方法在铣削加工中运用的实例以及程序。
3.1 直线式建立、撤销刀补
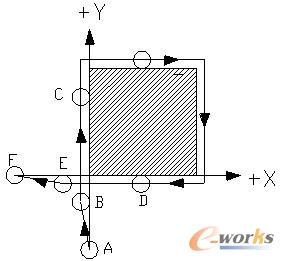
图3—1外轮廓铣削加工时直线式建立、运行、撤销刀补分页如图3—1所示,阴影部分保留,刀具半径为4mm,采用左偏置半径补偿G41。直线式建立刀补时首先在轮廓的延长线上选取一点A 作为下刀点,在AB段建立刀补,之后令刀具沿被加工轮廓运动,直至到达E点后撤销刀补。需要强调的是建立刀补段的线段AB以及撤销刀补段的 线段EF的长度均应大于一个刀具半径,本题两段距离均选取为5mm,各点坐标为A(0,-10),B(0,-5),E(-5,0),F(-10,0),数控铣削程序如下:
O101:
G54G00Z30.M03S1000;
G00 X0Y-10..;
G00Z-2.;
G41G01X0Y-5.D01F200;
G01Y100.;
G01X100.;
Y0;
X-5.;
G40G01X-10.Y0;
G00Z30.;
M30;
3.2 圆弧式建立、撤销刀补
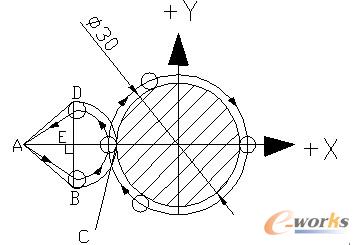
图3—2外轮廓铣削加工时圆弧式建立、运行、撤销刀补
圆弧式建立刀补的本质仍然是保证刀具和被加工轮廓接触的瞬间两者是相切关系。只不过刀具是以运行圆弧轨迹的方式与零件首次相切。图3—2所示BC段圆弧叫做构造圆弧,为了能建立起刀补,必须保证AB段距离大于一个刀具半径(本题仍然选取刀具半径R刀为4mm的立铣刀),因为直接确定A点、B点的坐标不太顺利,可以变通一下思路。显而易见在△ABE中,线段AB是斜边,而线段EB是直角边,则有AB 〉EB , 而EB是构造圆弧的半径R构,所以只要R构 〉R刀 问题就解决了。可选取R构=5mm, 它们之间的关系是:
L建〉R构〉R刀 ,
本题中,L建〉R构=5 〉R刀=4
这样,A点坐标只要在B点左侧就肯定可以成功的建立、撤销刀补。
各点坐标为A(-25.,0),B(-5.,-5.),C(-15.0),D(-5.,5.),数控铣削程序如下:
O102;
G54G00Z30.M03S1000;
G00 X-25.Y0.;
G00Z-2.;
G41G01X-5.Y-5.D01F200;
G03X-15.Y0R5.;
G02I15.J0;
G03X-5.Y5.R5.;
G40G01X-25.Y0;
G00Z30.;
M30;
4.刀具半径补偿指令在实际加工中的注意事项
1)建立刀补时必须用G00或者G01,不能用圆弧插补指令(G02或者G03),否则系统会产生报警。在“连续运行”状态时,CNC在补偿开始时将预读两段程序,执行第一个程序段,第二个程序段进入刀具半径补偿缓冲器中,以判断下一步的偏置轨迹。
2)在刀补运行时,在指定的平面内如果连续有两个或两个以上的非移动指令(例如辅助功能或者暂停指令),则会产生过切或者切削不足。
3)撤销刀补时,只能使用G01或者G00,也不能用圆弧插补指令(G02或者G03),否则会产生报警。
4)选择刀具时要注意刀具的半径必须小于被加工轮廓的最小凹圆弧半径Rmin ,而且在利用刀补功能去除余量时,刀补地址里的数据也必须小于Rmin. 否则系统将产生报警。
5)G41、G42 指令都是模态指令,在程序中必须合G40成对使用,而且一经指定,便可持续有效,如果变换加工平面必须要先撤掉刀补,重新指定加工平面,重新建立刀补才能正常运行,否则将产生报警。
6)刀补的使用应该按照如下的步骤为好:
下刀至加工平面 → 建立刀补→ 运行刀补加工轮廓→ 撤销刀补→ 抬刀,如果建好刀补后不断的变换加工平面,将可能导致过切或系统运算报警。特别是早期系统更容易产生类似情况。
7)一个方向的刀补最好只针对一个轮廓使用,以方便精加工时控制加工精度。当然,如果在同一个加工平面内,没有抬刀下刀动作的前提下,同一个方向的刀补允许加工不同的轮廓,只不过后续控制某个轮廓的尺寸精度时将会导致所有轮廓尺寸一起变化。
8)41(或者G42)和G40之间的程序段不得出现任何转移加工,如镜像加工、子程序等。 否则系统将产生报警。分页5.刀具半径补偿功能的用途
1)刀具半径发生变化时不必重新编程就能正确控制刀具的正常加工。
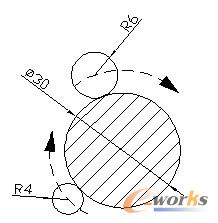
图5—1仅改变刀补值来实现不同刀具加工同一程序
如图5—1所示,阴影部分保留,刀具沿被加工轮廓顺时针切削加工,选择G41左刀补,刀补地址号为D01,当选择刀具直径为Φ8mm,时,操作人员仅需在面板上在D01里面输入刀具的半径值4即可运行程序进行加工,如果Φ8mm 的刀具在加工过程中坏掉,或者工艺上要求必须更换新刀具时,例如要换为Φ12mm的刀具进行加工,操作人员仅需在D01 中输入新刀具的半径值6即可,而刀具的更换和程序无关。不必改动程序,仅修改刀补号就可以了。
2)通过缩放刀补可以方便的完成毛坯上余量的切削
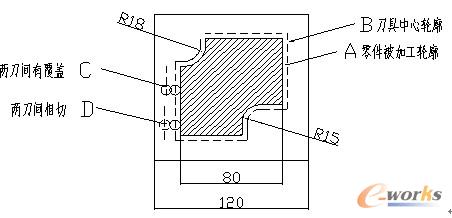
图5—2通过缩放刀补完成毛坯余量的切削
如图5—2所示,在粗精加工后零件的左、右上方各留有少量的局部毛坯没有切除,此时可以通过在操作面板上修改加工刀具的半径补偿值的方法解决这点余量。比如所使用的刀具直径是Φ8 ,半径为4mm, 补偿地址号是D01 ,假设刀具制造精度很高,则在D01中输入4时,运行程序完成的就是精加工,之后再将D01中的数据修改为一个计算出来的假定的刀具半径,假定两次切削的刀具轨迹是紧密相切关系,故第二刀的刀具中心位置 Rj =4+8=12 ,第二刀紧挨第一刀,之后再次运行程序,又可以去掉外围的一层余量,以此类推,第三次切削时可以求得刀具中心位置为Rj=4+8+8=20,但是,CNC在编译程序时会严格审查刀具半径Rd和假定的刀具半径Rj的关系,从工艺的角度考虑,为了不产生过切就必须保证Rd≤Rj,本题目中最小的内凹圆弧半径为R15,不论是第几刀加工,只要D01 中的数值不超过15,程序就可以运行。因此第三道的Rj最多只能写到15。如果再剩下余量没有切削。只好另想办法去除,比如编一些简单的矩形框,或者简单的直线,圆弧等程序,甚至MDI手动去除余量都是可行的。
另外值得一提的是,用缩放刀补的方法去除余量时, 如果两刀之间都是紧密相切的关系,分布,如图5—2中的D所示, 则在两刀相切处会留下接刀痕而影响零件的表面质量。为了防止这种情况的产生,应该让两刀之间有一定的交叠覆盖,覆盖的面积约为刀具直径的0.2倍左右即可。上图的C为有覆盖的情况。
3)工件的粗、精加工可以共用一个程序来完成。
从控制的角度讲,粗、精加工的区别在于精加工时CNC要保证切削刃的边缘和被加工轮廓相切,而精加工时CNC要保证二者之间留有一定的间隙。数控铣削时,利用修改刀补地址中的数据可以非常方便的实现这个要求。而程序不需要发生任何变化。
如上图所示,编程人员仅需针对被加工轮廓A 编程,不必考虑加工现场究竟有什末刀具;而现场操作人员只要保证所选择的刀具半径小于等于零件轮廓上最小的内凹圆弧半径,就可以运行程序进行加工。假定所选择的刀具半径为4mm,当刀具的制造精度很高时,操作人员通过操作面板在刀补地址里输入4,之后运行程序, 此时刀具切削刃边缘正好与被加工轮廓相切,即为精加工;如果刀补地址里的数值大于4,CNC便控制刀具中心在被加工轮廓外侧多偏置一点距离,切削刃的边缘也同步外移,所以被加工的轮廓变大,即为粗加工或者半径加工。
4)通过缩放刀补可以实现对工件轮廓加工过程的精确控制。
由于刀具的制造误差或者刀具使用过程中的磨损,以及重新刃磨等原因,导致实际加工所使用刀具的真实半径值往往并非它的公称尺寸。 此时需要测定刀具的真实半径值,合理的进行刀具半径补偿,以便对零件的粗精加工进行精确控制。 以下图5—3为例,被加工零件轮廓尺寸为Φ30 ,所选择的铣刀直径为Φ8,R刀=4,刀补地址号为D01,假定第一次粗加工时,在D01中输入的补偿值为4.1 ,则刀具中心外加工轮廓的外侧偏置4.1mm,切切削刃边缘和被加工轮廓之间单边距离是0.1mm,双边为0.2mm,加工结束后,工件的计算直径应该为Φ30.2mm, 如果实际测量下来的工件直径的确是Φ30.2mm, 则说明刀具的制造精度很高,没有误差,如果实际测量被加工轮廓直径大于Φ30.2mm,则说明刀具的真实半径变小了,例如实测工件直径为Φ30.3mm,则说明刀具的半径磨损量为:
R磨损=(实测工件直径 - 计算工件直径)/2 =(Φ30.3-Φ30.2)/2 = 0.05,
刀具的真实半径应该为:
R真=R理论 - R磨损 = 4-0.05 = 3.95,
此时,如果在D01直接输入刀具的真实半径值3.95,运行程序,就可以精确控制零件的精加工。 值得说明的是,刀具圆柱面上的螺旋切削刃很难用直接测量的方法确定刃口的直径,加工实践中,刀具的真实直径都是通过该刀具加工的零件尺寸的变化间接反映出来的,该方法的灵活运用可以令精加工的控制非常完美。
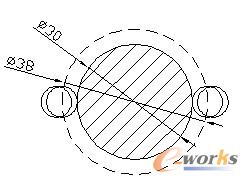
图5—3通过缩放刀补精确控制加工零件轮廓
6.结束语:
刀具半径补偿功能在数控铣削加工中有很重要的意义。编程人员仅需针对零件被加工轮廓编程即可,该功能使编程变得非常简化、高效;现场加工操作人员只需通过操作面板修改刀补地址的数值,就可以精确控制零件的加工过程以及加工精度。数控加工技术人员要不断探索创新,积累操作经验,才能正确掌握并且灵活运用刀具半径补偿功能。