



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

伺服系统在烟机电气改造中的应用
1 系统控制要求
(1)传感器采集部分。要求传感器在机车运行时把采集到的逻辑信号传送给PLC,PLC经过逻辑运算处理来控制机车的顺序运行。
(2)D/A转换部分。主要用来把PLC处理后的数字量转换为模拟量信号送给伺服放大器。
(3)伺服放大器。要求伺服放大器实时采集D/A转换器传送的模拟信号,同时再与其设定的参数配合以完成控制电机的目的。
(4)终端人机对话操作控制。由于生产的烟支长度不同,因此在生产中要进行长度的控制,人机界面提供了长度选择的功能,同时也可以动态的模拟机车的运行状态以及实时显示机车速度。
(5)对生产烟支长度的精度要求控制在0.05mm之内。
2 系统硬件配置
根据系统控制要求,采用伺服系统构成电气控制的硬件配置如图1所示。
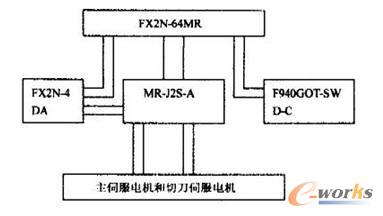
(1)PLC采用三菱FX2N系列FX2N -64MR。
(2)伺服放大器三菱MR-J2S-A系列MR-J2S-10A,伺服电机采用三菱HC-KFS系列3.6kW 。
(3)D/A转换模块采用三菱公司FX2N-4DA其精度达到12位。
(4)人机界面是专为PIE的应用而设计的工作站,它具备与各种品牌PLC连接监控能力以及采用文字、图形同步显示PLC内部接点状态及资料的能力,是一种互动的工作站。配备有液晶触摸屏、通信接口、智慧型操作面板、打印接口等等。它取代了传统的键控制系统及终端显示系统,既节省了PLC的I/O模块、指示装置,又能实时显示所需信息。
分页
3 控制系统的软件设计
控制系统的软件包括PLC的控制程序和触摸屏操作终端的监控系统,前者执行实时控制任务,后者实现人机交互功能。
3.1 PLC控制程序
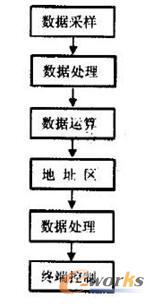
它由数据采样、数据运算、数据处理、控制信号处理等程序构成。
(1)数据采样:程序在判断生产烟支长度后,对传感器采集的信号进行辨别后,程序根据传感器的状态进行逻辑处理,从而控制机车完成不同的工作过程。
(2)数据运算和数据处理:为了精确的控制烟支长度、配合终端显示,对数据区中的数据进行处理,运用加、减、乘、除等多种运算方法。同时由于系统中采用了D/A转换模块,因此程序中也采用与其对应的专用指令。数据的运算采用复点方式,使其控制的精度更加的准确。
3.2 监控程序
3.2.1 监控软件设计
软件是由一组画面组成,本系统除了设计有动态模拟设备当前运行画面、I/O状态显示画面、故障显示画面、故障查询画面,还设计有控制与操作画面,可以从触摸屏直接对烟支长度及机车运行速度进行调整,同时也可以对一些特殊的速度进行微调。静态图形的设计采用绘制软件提供的通用控件,如:线条、文本框等进行绘制。动态图形设计,通过传感器采集的数据和PLC的处理来随时变化,实现数据与图形的动态连接。监控画面运行时图形属性随时数据改变而变化。
3.3 伺服放大器参数设定
由于本套伺服系统主要用来控制主伺服电机和切刀伺服电机的速度以满足生产的需求,因此伺服放大器应设置为速度控制方式。设备改造后主要生产两种长度的烟支,因此运行速度上要进行两种设置,其一是模拟量输入,其二是多机能端子控制,正常工作时多机能端子优先。
4 系统运行结果
本系统安装调试完毕投运后,运行稳定,生产的烟支满足了试制烟的需要,减小了原来手工的劳动量,减少了原料的损耗,受到了领导和员工的一致好评。