



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

DNC通讯系统在网络制造技术中的应用
0 引言
在先进的制造领域中,传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术融合为一体.在集成化基础上,网络制造实现了超薄型、超小型化;在智能化基础上,网络制造系统综合了计算机、多媒体、模糊控制、神经网络等多学科技术,实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理:在网络化基础上,CAD/CAM与数控系统集成为一体,实现了机床联网和中央集中控制的群控加工[1]。
1 DNC通讯系统要求
DNC通讯系统的结构决定了整个系统的性能,对于DNC通讯网络的要求,体现在以下三个方面:(1)稳定性,系统硬件规模小,故障率低,传输可靠稳定;(2)集中性,以一台或几台DNC主机实现对多台数控设备的集中管理,其共享程度高;(3)通讯距离,DNC主机与数控设备间的通讯距离应能满足车间布局的需要。
2 DNC通讯系统设计
DNC通讯系统由通讯网络和通讯软件组成,通讯网络主要包括控制计算机、数控设备、I/O接口、通信单元、转换模块、数据传输介质等,通讯软件则安装在控制计算机上,能与数控设备实现特定通讯功能,本文研究的DNC通讯系统中,通讯软件主要有三个功能模块组成:
(1)文件发送模块:将数控机床加工所需的数控文件从DNC主机发送给数控机床;由于计算机与数控机床之间传输数控文件时,传输的数据量较大,特别是在线加工时所用的时间长,如果让主线程负责数控文件的读取,用户界面有可能被冻结。这样操作人员不能实时了解数控文件的传输状况,且界面不能响应用户的其它操作。本系统让主线程来负责用户界面。并保持中枢地位,将系统发送与接收数控文件的任务分别各交给一个专门的线程完成,便可克服上述不足[2],发送数控文件流程如图1所示。
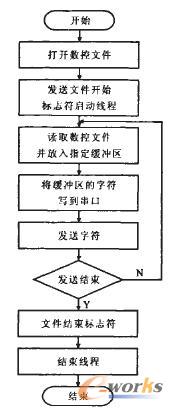
图1 发送文件流程
(2)文件接收模块:接收从数控机床发送给DNC主机的数控文件;文件接收模块也可以称为串口监视模块,只要串口一打开,该模块便启动串口监视线程,通过调用函数ClearCommError得到串口停止原因,判断是否有数据到达,若有,则读取数据,可以选择是否要保存所接收到的数据,文件接收程序流程如图2所示。
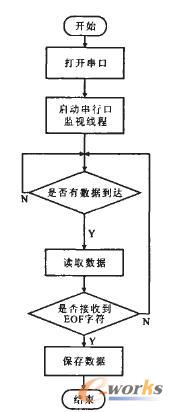
图2 接收文件流程
(3)远程调用模块:机床操作者在机床端直接调用DNC主机中的数控文件,无需在DNC主机端进行操作。同时,由于本系统是面向数控车间进行开发的,所以系统应能同时与多台数控机床进行准确而稳定的通讯。远程调用模块的功能是使使数控机床操作者可以在机床一侧直接调用DNC主机里程序,而不必在DNC计算机与机床之间往返操作,特别在机床与DNC计算机之间的距离较远时,可节省大量时间,提高工作效率[3]。
远程调用的原理简单来说就是,当用户将某通讯口设为远程调用状态后,该通讯口将对数控机床接收的数据进行分析,并取得数控文件名,然后在DNC主机内查找该文件,最后将该文件发送至数控机床,远程调用流程如图3所示。对于DNC主机来说,远程调用分为两个部分:(1)接收数控机床发送过来的信息,提取信息得到数控文件名;(2)查找数控文件,发送反馈给数控机床。
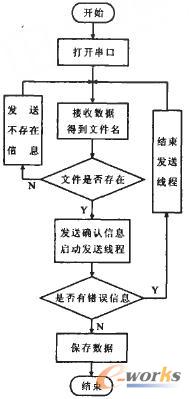
图3 远程调用流程图
3 结论
本文着重分析了一种新的DNC通讯系统联网方案,并对其进行了探讨,在研究中发现DNC通讯系统的优点主要体现在:(1)数据双向传输准确;(2)可以同时控制多台数控设备;(3)具有远程调用功能;(4)软件运行稳定,操作方便,使其具有良好的开放性、可移植性和可扩充性。
参考文献:
[1] 庄殿铮.基于嵌入式Ir曲met的数控机床通信控制器的研究[J].组合机床与自动化加工技术.2003.(11):65-66.
[2] Ridaml Blun.C网络应用编程[M].北京:电子工业出版社.2003.
[3] 王春秀.数控网络系统分析与研究[J].机械.2003,30(6):49-50,73.
如有任何看法或投稿请联系 MSN:liangxi1122@hotmail.com;QQ:85557991
- 上一篇文章:基于UG手机上盖型芯电极设计与数控编程
- 下一篇文章:基于CAXA数控车的自动编程后置处理技术