

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于RFID与PLC的仓储物流系统设计
针对现今仓储管理作业具有多样性、复杂性的特点以及传统仓储物流管理效率低下的现状,设计了基于RFID、PLC和数据库相结合的仓储管理系统,并开发了相对应的应用软件。上位机将货物信息写入电子标签中,RFID读写器可以读取电子标签上的货物信息,PLC根据写入的仓位信息控制堆垛机自动实现货物的出入库。该系统具有操作简单、使用方便、自动化程度高等优点。
3.2立体仓库
立体仓库的主要作用是实现货物的存储作业,整个系统功能的实现依赖于立体仓库。其控制界面如图4所示。

立体仓库由堆垛机、仓库基体、储物货台、出入货台、检测传感器等部分组成。堆垛机是立体仓库的核心;仓库基体是立体仓库的基础设施;储物货台用于货物在立体仓库中的存放;出入货台的主要作用是实现出入库时货物的暂时放置;检测传感器可以判断货仓中货物的有无,PLC根据其判断就可以实现对应仓位号上货物的出库和入库操作[6]。
堆垛机通过对货物的存、取和转移,从而实现入库、出库和移库操作。它由机架、货叉伸缩机构(Z轴)、水平运行机构(X轴)、提升机构(Y轴)、载货台和电气控制系统组成。水平运行机构和提升机构共同作用使堆垛机到达货位和指定仓位号处,货叉伸缩机构和提升机构共同作用完成货物的存取操作。
X轴和Y轴动作是在伺服电机和伺服驱动器的共同作用下完成的,Z轴运动由三相异步电动机和变频器控制,可以满足堆垛机的快速行走、高精度定位要求。
4系统功能
基于RFID技术的仓储管理模式的关键在于:进入仓库的货物上带有电子标签,同时把RFID 阅读器安装在仓库的入口处,在货物开始入库时,读写模块扫描标签,从而得到货物的信息。同样,把RFID设备装在仓库的出口处,可以对货物进行跟踪。因此,货物从入库到出库的整个过程中,系统都可以实现对货物的管理。可以通过上位机软件对系统进行可视化管理。订单查询界面如图5所示。

系统功能的实现可以分为手动操作和自动操作。在自动操作过程中,系统可以连续实现入库、出库、盘点等作业。下面以自动入库为例来详细说明其运作流程,货物图7PLC外部接线图入库流程如图6所示[7]。货物的出库作业与入库作业类似,可参考入库操作。
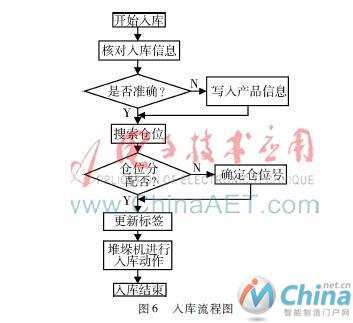
(1)收货员根据入库货物清单对货物进行数量、规格等信息的核对。核对无误后输入入库单号,如有错误通知相关人员进行处理。
(2)管理员利用RFID技术读取检验合格货物上的电子标签上的信息,读取完成后输入货物的相关信息。
(3)货物验收完成后,仓库管理系统根据货物库区和存储位置的分配,准许入库货物完成上架操作。
(4)更新电子标签上的信息,与此同时,在数据库系统中生成相应的入库信息,并将入库结果传到数据库系统中。
在系统自动入库的过程中,无需人工的干涉,节约了劳动力,降低了企业的运行成本,并且整个过程可以循环执行,同时可以对电子标签上的数据信息进行实时的读取和更新,使相应的数据快速、准确地录入到数据库中。
5PLC控制系统设计
堆垛机控制系统采用西门子S7-1200系列中小型PLC, CPU 1214C 作为控制核心,它集成14输入/10输出共24个数字量I/O,可连接8个信号模块,2 个通信模块 (RS232/RS485),用于通过点对点连接进行的通信。它内置一个PROFINET端口,借助PROFINET网络,CPU可以与HMI面板或其他CPU通信。同时,作为西门子推出的一款紧凑型控制器,它具有体积小、抗干扰能力强、成本低廉功能强大等优点[8]。
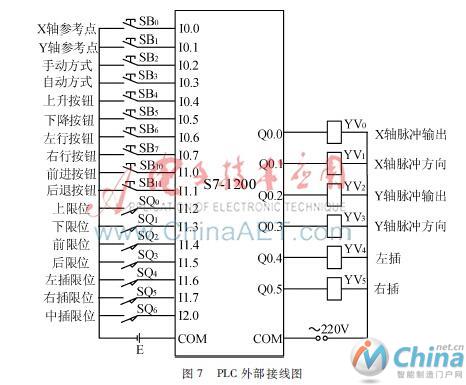
S71200 CPU输出脉冲信号和方向信号至伺服驱动器,伺服驱动器再将CPU输入的给定值经过处理后输出到伺服电机,控制伺服电机加减速并移动到指定位置。CPU提供了两个输出通道用于高速脉冲输出,通过对轴的组态和相关指令块的组合使用,可实现绝对位置、相对位置、点动、转速控制的功能[9]。PLC的外部接线图如图7所示。
在伺服电机的控制电路中,伺服电机1驱动器的脉冲信号和方向信号分别由Q0.0和Q0.1提供,伺服电机2驱动器的脉冲信号和方向信号分别由Q0.2和Q0.3提供。
6结论
本文详细介绍了仓储物流系统的总体结构、硬件设计及软件实现。在整个仓储物流过程中,RFID技术与PLC技术密切结合,能够有效地完成货物从入库、堆垛、库存管理到出库的过程,提高了仓储物流管理系统的自动化水平,提升了工作效率,大大减轻了操作人员的劳动强度,有效降低了仓储管理的运行成本。通过实践证明,该系统具有良好的稳定性和可靠性。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:浅析有源RFID的仓库管理系统
- 下一篇文章:基于RFID技术的卷烟配送管理系统设计与应用