

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

RFID在自动化立体仓库中的应用设计
随着自动化立体仓库系统设备的生产技术逐渐成熟和应用的逐渐普及,传统的以手工记录为主的管理方式已不能满足企业目前的需求,而磁卡、条形码等技术由于自身存在的缺陷,已经不适合今后物流业发展的需要。这些模式在现代企业的发展过程中己暴露出许多缺点,大大影响了企业实现信息自动化的进程。
2.2 自动化立体仓库系统主要组成
(1)主控制器。本设计所采用的主控制器采用西门子公司的小型PLC,它具有40个数字量I/O点的处理能力,并拥有两个通道的通讯/编程口,能实现系统中多个站点的网络控制功能。
(2)检测装置。系统的检测包括库位检测、系统各执行机构的状态判断等,使用的检测装置包括接触式位置传感器、光电传感器(欧姆龙CX-24)、旋转编码器(欧姆龙E6A2-CW5C)等。
(3)堆垛机。自动化立体仓库系统中主要执行机构是堆垛机,其作用是从货架上自动存取货物。本系统中设计的堆垛机主要由步进电动机组成的三轴运动机构组成,所选用的电机采用HS系列高扭矩的方形混合式步进电机,体积比较小,精度高,由它所组成的堆垛机配合PLC控制器能满足准确定位的要求。
(4)输送系统。其作用是将货物运送到堆垛机或从堆垛机将货物移走。常见的输送机有链条输送机,皮带机等。
(5)RFID系统。该系统选用日本欧姆龙公司生产的V600系列作为RFID系统,该装置为电磁耦合方式,振荡频率为530kHz。主要包括有读写头、ID控制器、无源电子标签。
①读写头,型号V600.H11,它是电子标签与ID控制器交互信息的桥梁,属于放大器内置型。通过读写头可将主机的命令通过ID控制器发送给一定范围内的电子标签,同时将电子标签的响应信息传递给ID控制器。②ID控制器,型号V600-CA5D02,用来与V600-H系列的读写头进行连接,执行主机对电子标签的读写操作的命令,同时返回电子标签的响应信号给主机。③电子标签,型号V600.D23P66N,它是欧姆龙V600系列里面的无电池数据载体,归属于无源电子标签。
2.3 系统流程分析
根据货物的流向,系统的主要流程分为入库操作流程和出库操作流程,如图3和图4所示。
(1)入库作业流程
①入库准备。系统的入库准备包括系统状态的初始化和数据初始化,此时堆垛机处于初始状态,ID控制器做好检测货物的准备。②入库单下达。入库单下达可以通过手动方式或电子版形式送达到主控制器中,主控制器根据入库单的信息,识别出货物的种类,同时还需要处理读写头反馈的检测货物的ID信息,将二者信息进行比对,当货物信息与入库单一致时,系统自动分配一个库位号给入库货物,由读写头写入到电子标签中去。③入库进入。入库进入是指堆垛机由入库口转移到取货台上去。系统根据货物分配的库号,给堆垛机分配一个空间坐标点,此时堆垛机由初始状态运行到入库口,将货物由载货台上转移堆垛机的取货台上去,为下一步上架做准备。④入库上架。入库上架为仓库入库的最后一个操作步骤,堆垛机将取货台上的货物放入到指定的库位中去。堆垛机根据系统的分配的空间坐标点,自动寻找一条最优轨迹,将货物从入库口位置送达到立体仓库中去。⑤入库结束。货品上架后,堆垛机返回到待命状态,系统更新库位数据并完成相应的记录。
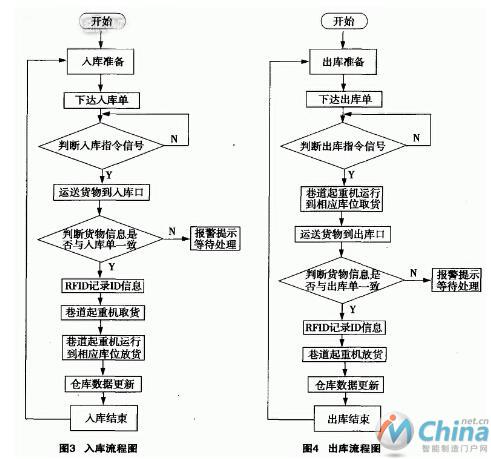
(2)出库作业流程
①出库准备。系统的出库准备与入库准备类同。②出库单下达。出库单下达可以通过手动方式或电子版形式送达到主控制器中,主控制器根据出库单的信息,识别出货物的种类,同时还需要处理读写头反馈的检测货物的ID信息,将二者信息进行比对,当货物信息与出库单一致时,系统准备出库。③出库进入。系统在确认出库操作后,根据出库单所确定的库位信息,堆垛机将会获得到一个确定的空间坐标点。在主控制器的操作下,堆垛机将沿着最优路径从当前位置到达指定仓位。④出库下架。在库区内,堆垛机从指定仓位取下货物,同时读写头读取货物ID信息并反馈到主控制器中。主控制器判断出库货物信息与出库单信息是否一致,当信息确认后,执行取货操作,将货物运送到出库口,同时电子标签系统将出库信息写入到电子标签中去,更新存储数据。⑤出库结束。堆垛机返回到待命状态,系统数据更新,并完成相应的记录。
3 程序设计
在整个系统的运行过程中,核心的控制技术包括两方面:一方面是自动化仓库中堆垛机的自动寻轨和空间定位;另一方面就是RFID系统自动检测和更新数据信息。
由系统流程图(见图3、图4)可见,RFID系统在应用中主要分成两部分功能,即读信息操作和写信息操作。对于电子标签的读写操作,在对应的系统中都有相对应的固定通讯格式,用户只需按照通讯格式就能完成相应的控制。
通过变更通讯格式中的命令代码,就可以实现诸如读操作和写操作等命令。下面以主控制器控制读写器完成读的操作为例来说明程序的设计。
为了完成PLC控制ID控制器时,需要PLC控制器发送正确命令给ID控制器,因此采用控制器的自由VI指令XMT(数据发送指令)与RCV(数据接收指令)来完成操作ID控制器的目的。
当货物到达入库口时,光电传感器的开关信号触发,此时PLC执行端口发送指令XMT,端口发送的是自动读取命令(AUTO READ),然后PLC再通过端口接收指令RCV接收读取到的货物信息,通过系统处理判断,当入库货物与入库单的信息一致时,根据入库流程,下达入库指令,入库子程序启动,完成入库。
4 结束语
实践证明,应用RFID系统达到了高效、快速的目的,可替代原有生产线上的部分传感器等检测设备,节省了空间和相关控制器的I/O口,降低了编程的复杂度,加快了物料的周转,提高了装置的生产效率、准确性和安全性。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:RFID应用仓储管理系统的前景分析
- 下一篇文章:福特冲压车间RFID物流跟踪系统成功应用