

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

采用PLC控制的铣床液压传动系统设计
以铣床十字滑台为研究对象,通过对铣床的工作过程和控制要求进行分析,给出了机床动作循环图、液压工作原理图;采用 PLC控制铣床液压传动系统,并进行软、硬件设计,绘制了 PLC 外部接线图,列出了I/O 地址分配表等。实验结果表明,采用 PLC控制铣床液压传动系统,可以对其进行实时监控,大大缩短了安装和调试时间。
3.PLC控制系统硬件设计
3.1 PLC外部接线
图4为控制XY轴十字滑台的PLC外部接线图。整个系统中的控制按钮、各处的接近开关和继电器等开关量信号与PLC的输入端子相连,PLC的开关量输出端子与各电磁换向阀相连。其输入端含有5个接近开关,分别是原点和X、Y轴的限位开关。X1~X7为手动开关的输入端口。
3.2 I/O端口分配
铣床十字滑台的I/O端口地址分配见表1。
4.PLC控制系统软件设计
铣床工作台运转方式分为手动方式和自动方式。手动方式可以控制电机的启停、电磁阀的吸合等。在测试系统时可以用简单的方式来控制系统。本设计中的自动方式可以控制铣床工作平台按照预定的刀具运行轨迹往复运动来完成平面的加工。要求在X、Y轴方向上到达一个终点后经过预先设定好的时间后返回,这就要求电磁换向阀的两个线圈必须每隔一定时间轮流吸合或放开[3]。该过程是由PLC内部的程序完成的,不需要人工干预。系统总控流程图如图5所示。
表1 I/O端口地址分配表

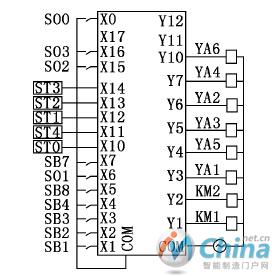
图4 PLC外部接线图
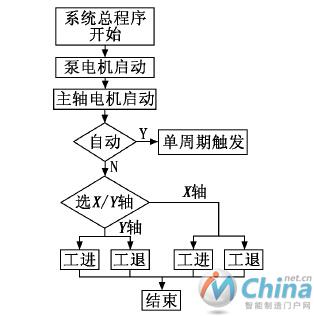
图5 系统控制流程总图
5.结论
采用PLC控制铣床液压系统,大大简化了控制设备的结构,各I/O指示明了,在很大程度上缩短了维修、安装和调试的时间,且系统使用灵活、可靠性高。将PLC控制液压系统应用于实验教学中,易于提高学生的动手能力,同时将机、电、液各学科知识综合运用于实践中,加深学生的认识,该系统目前在我校的实验教学中取得了良好的效果。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:MES实施过程中的十个“拦路虎”!
- 下一篇文章:智能制造:为什么智能计划排产如此之难?