



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

用变频智能控制系统实现冷镦机改造
智能型仪表控制系统原理图见图2。
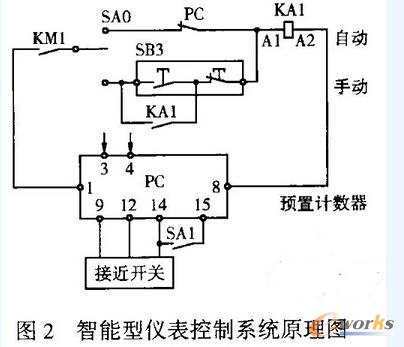
在计数器面板上设定加工零件的总数;在计数器的信号输进点(9、12、14)接进NPN型接近开关(SQ)。冷墩机每加工完成一个零件,接近开关发出一个信号给计数器,在显示屏上显示。计数器在显示零件加工数目的同时,对预先设置的加工总数进行减1操纵,当预置数减为0时,辅助输出常闭触点(3、4)断开,使中间继电器KAI失电,设备停止运行。为防止在自动加工过程中计数器设定的数据被他人更改,在计数器键保护输进点(14、15)接一钥匙开关(SA1),操纵者设定完相关参数以后,旋动SA1可以将计数器操纵面板上的所有键锁定保护。
在计数器面板上设定加工零件的总数;在计数器的信号输进点(9、12、14)接进NPN型接近开关(SQ)。冷墩机每加工完成一个零件,接近开关发出一个信号给计数器,在显示屏上显示。计数器在显示零件加工数目的同时,对预先设置的加工总数进行减1操纵,当预置数减为0时,辅助输出常闭触点(3、4)断开,使中间继电器KAI失电,设备停止运行。为防止在自动加工过程中计数器设定的数据被他人更改,在计数器键保护输进点(14、15)接一钥匙开关(SA1),操纵者设定完相关参数以后,旋动SA1可以将计数器操纵面板上的所有键锁定保护。
通过智能性预置数计数器使改造后的冷徽机实现了加工工件数目数码显示,可以在0~999999范围内任意设定加工工件总数。当加工工件达到预设数值时,设备自动停止工作,等待新的任务。当加工过程中中间需要停机续料或因故障停机时,零件加工数目保持年限最大可达10年,重新启动时可以接着计数。计数器可以通过操纵面板和背后按钮进行复位,操纵简便,维护方便。
四、设备调试和运行情况
1.硬件现场连接。将接近开关安装于设备上,依据电气原理图连接各部分元件。
2.参数设置。根据用户单位的要求,通过设定加减速时间参数(2202),将变频器启动频率由1Hz上升到50Hz(即电机转速由0r/min上升至1500r/min)所需的时间设置为3s。
3.加工试验。先在手动模式下启动设备加工零件,设备运行动作正确,改为自动模式。在计数器上设定加工零件的总数为30件,启动设备,当加工数目达到30件,设备停止运行。在手动和自动模式下,转动调速电位器,零件加工速度随之改变,数显表上显示出不同时期的速度。
4.急停和保持。按下控制柜操纵面板上的急停按钮,设备停止运行。拉掉总电源,计数器上的数据保持不变。重新送电启动后,设备接着加工零件,直至达到预置数后停止。
5.复位。按动计数器操纵面板上的两个复位开关,可以分别将预置数和加工数复位。
6.键保护。旋动钥匙开关(SA1)后,计数器操纵面板上的按键操纵均失效。
设备经过6个月运行,状况良好,各项技术参数均达到了用户单位的要求。
冷墩机电气改造后,扩展性增强,可进一步在系统中加进可编程控制器(PLC),通过增加信号输进点和编程,实现对加工过程的自动控制。
- 上一篇文章:“2015年智能制造试点示范专项行动”解读
- 下一篇文章:2015德国工业4.0之旅起航(1)