



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控加工工艺路线设计
② 数控铣床加工路线
立铣刀侧刃铣削平面零件外轮廓时避免沿零件外轮廓的法向切入和切出,如图3所示,应沿着外轮廓曲线的切向延长线切入或切出,这样可避免刀具在切入或切出时产生的刀刃切痕,保证零件曲面的平滑过渡。

图3 外轮廓铣削的加工路线
当铣削封闭内轮廓表面时,刀具也要沿轮廓线的切线方向进刀与退刀,如图4所示,A-B-C为刀具切向切入轮廓轨迹路线, C-D-C为刀具切削工件封闭内轮廓轨迹,C-E-A为刀具切向切出轮廓轨迹路线。
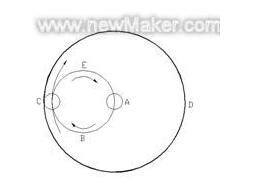
图4 内轮廓铣削的加工路线
③孔加工定位路线
合理安排孔加工定位路线能提高孔的位置精度,如图5所示,在XY平面内加工A、B、C、D四孔,安排孔加工路线时一定要注意各孔定位方向的一致性,即采用单向趋近定位方法,完成C孔加工后往左多移动一段距离,然后返回加工D孔,这样的定位方法避免因传动系统反向间隙而产生的定位误差,提高了D孔与其它孔之间的位置精度。
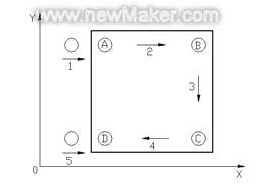
图5 孔加工定位路线
5. 工件的安装与夹具的选择
1)工件的安装
① 力求符合设计基准、工艺基准、安装基准和工件坐标系的基准统一原则。
② 减少装夹次数,尽可能做到在一次装夹后能加工全部待加工表面。
③ 尽可能采用专用夹具,减少占机装夹与调整的时间。
2)夹具的选择
根据数控机床的加工特点,协调夹具坐标系、机床坐标系与工件坐标系的三者关系,此外还要考虑以下几点:
① 小批量加工零件,尽量采用组合夹具,可调式夹具以及其它通用夹具。
② 成批生产考虑采用专用夹具,力求装卸方便。
③ 夹具的定位及夹紧机构元件不能影响刀具的走刀运动。
④ 装卸零件要方便可靠,成批生产可采用气动夹具、液压夹具和多工位夹具。
- 第1页:数控加工工艺路线设计(1)
- 第2页:数控加工工艺路线设计(2)
- 上一篇文章:颠覆现代制造业的3D打印革命
- 下一篇文章:工信部副部长冯飞:“十三五”绿色制造工程的总体思路和五大任务