



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

复合加工技术在航空复杂零件加工中的应用
3电火花铣复合加工技术的应用
电火花铣常用于机匣、整体叶盘类零件粗加工,零件特点是毛坯余量大、材料难加工,采用数控铣加工加工周期长、刀具消耗大。采用电火花铣加工方法,能够节省较高的刀具费用,并且因电火花铣加工几乎没有切削力,不需要复杂的夹具支撑,通常结构简单、凸台较少的机匣更适合电火花铣加工,如图3所示。

图3 电火花铣复合加工机匣
电火花铣加工路线与数控铣有较大的差别,编制机匣电火花铣加工程序需注意铜管电极端部放电造成零件根部过切,通常在零件根部和拐角处留有适当的余量;在电火花铣加工中,电极的损耗是必须考虑的事情,需要及时进行电极补偿,否则会造成加工余量不均等问题;电火花铣参数设置是电火花铣加工工艺的关键,合理的设置电火花铣参数能够保证加工质量、减少电极消耗,通常需要针对不同材料进行充分的试验,才能合理设置电火花铣工艺参数。
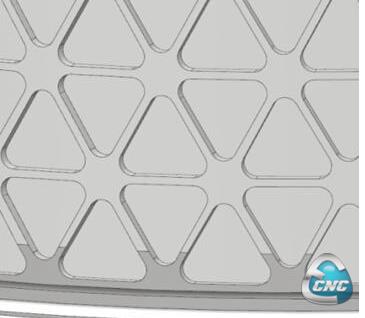
图4 化学铣结构零件特征
4化学铣加工技术的应用
化学铣复合加工技术常用于薄壁、带有多重筋肋的弱刚性机匣等结构件加工。化学铣结构零件特征见图4,该类零件壁薄、易变形,材料去除量大,加工周期长,刀具消耗大。采用化学铣加工方法,涂覆抗腐蚀可剥落涂料,将零件非加工表面保护起来,利用化学腐蚀液去除零件材料。化学铣的优点是一次加工面积大,加工效率高;化学铣加工几乎没有加工应力,加工变形小;化学铣加工不需要加工刀具,节省大量刀具费用;化学铣设备小时费用远远小于五坐标加工中心,能够节省大量工时费用。一般而言,采用铣削、磨削等机械加工方法,加工切削力大,被加工表面易产生变质层,影响零件的表面质量;相比之下,化学铣加工效率高,不存在工具损耗且无切削力,被加工零件表面质量好。
5电火花磨复合加工技术的应用
导向器组件都是大尺寸的薄壁件,刚性很差,其蜂窝内表面的粗糙度和尺寸要求较高。采用车削和磨削加工,加工表面的蜂窝孔壁翻卷,产生大量毛刺,将孔眼堵塞难以清除,不能满足零件表面的要求,针对蜂窝件结构的特点采用电火花磨削和电解磨加工工艺最适宜[3]。
导向器蜂窝件待加工面为大直径孔或阶梯孔,加工余量小于3mm,且沿圆周各处加工余量分布不均匀,有时相差较大,在径向进给电火花磨削加工时零件作自主转动,电极沿零件作全孔深径向进给。加工时,电极与零件间的放电间隙通过伺服控制保持相对稳定,这种方式类似仿形车、磨加工,在加工中仿照被加工孔原有的形状,作径向跟踪仿形扩大加工。
6 电火花打孔加工技术的应用
航空发动机燃烧室火焰筒类零件带有许多气膜孔,多达数百上千个,并且都是直径1mm左右的微小孔,采用传统机械加工方法很难加工。火焰筒内壁为薄壁易变形机匣零件,属于航空发动机高温部件,采用高温合金材料,零件最大外径φ为740.7mm,高为92mm, 最小壁厚为1~0.25mm,零件分布气膜孔为空间斜孔,包括:532处φ1+0.1mm、196处φ1.1+0.1mm、336处φ 1.2+0.1mm的空间孔。采用机械加工的方法加工孔径在φ2mm以下的小孔时,加工过程中钻头容易断裂,很难保证技术要求,特别是在机匣斜壁处钻孔,由于切削力的作用,钻头往往偏离实际加工位置。采用电火花设备加工孔,加工直径最小达到0.3mm,而且可以采用多轴同时加工,大幅度提高加工效率。
复合加工技术的发展趋势
随着科学技术的发展,新产品、新材料不断推出,为适应新型复杂结构、难加工材料加工的需求,现代加工技术已经不是单一的学科技术,现代加工技术逐渐趋向于多元化、多功能、自动化、柔性化方向发展。绿色环保是现代加工技术的基本要求,现代加工技术更关注于加工精度、加工效率、加工质量和加工成本。而实现高精度、高效率、低成本的途径就是多种加工技术综合和集成,现代许多先进加工技术是多学科、不同加工方法复合的结果,包括:传统加工技术中不同加工方法的复合、机械加工与电加工的复合、化学加工与电加工的复合等。复合加工技术已经成为解决航空难加工材料、复杂薄壁结构零件加工,实现加工过程自动化,提高加工效率的重要途径。航空发动机制造技术被称为制造技术的明珠,航空发动机零件加工中采用了大量复合加工技术,复合加工技术的发展不断追求高精度、高效率、低成本的目标,复合加工技术不再局限于特种加工技术的复合,已经发展到不同种类加工技术的复合,复合加工技术的发展体现在以下几个方面:趋向于多元化和多样性、精密加工和超精密加工、多功能和自动化方向发展、绿色和环保方向发展、多学科技术方向发展,冷热结合、去除材料和增加材料相结合、多工序复合加工是复合加工技术的发展趋势。
结束语
复合加工技术在航空发动机制造领域广泛应用,解决了复杂结构零件、难加工材料加工难题,如:采用振动钻孔、振动攻丝解决了细长孔加工难题,采用振动光饰解决叶片表面抛光难题;采用镗铣、车铣复合多功能加工中心实现了多工序集中复合加工,减少了工序周转和辅助加工时间,减少了人为干预,提高了自动化加工水平,为加工过程全程序化控制奠定了基础,保证了零件加工质量的稳定性和可靠性。
- 上一篇文章:探秘西门子在华首个数字化工厂
- 下一篇文章:西门子SINUMERIK 840D在五轴加工中的应用