



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

复合加工技术在航空复杂零件加工中的应用
复合加工技术在航空复杂零件加工中的应用
1 车铣复合加工技术的应用
航空发动机轴类及盘轴一体化零件有许多键槽、孔、花边等加工特征,不仅需要车加工,而且还需要镗铣加工,传统的加工方法采用车加工和镗铣加工分工序独立完成,存在二次装夹找正定位误差,影响加工精度和效率,车铣复合加工如图1所示。
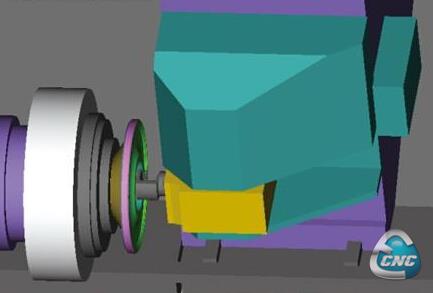
图1 盘轴一体结构零件车铣复合加工
(1)传统加工工艺路线。
毛料图表→修前端基准→粗车后端→粗车前端→超声波检查→半精车后端→半精前车端→热处理→修前端基准→细车后端→细车前端→清洗→腐蚀检查→清洗→精车后端→精车前端→镗后端孔并铣键槽→镗径向孔并铣键槽→中间检验→喷丸强化→喷涂→车磨涂层→平衡→最终检验。
(2)车铣复合加工工艺路线。
毛料图表→修前端基准→粗车后端→粗车前端→超声波检查→半精车后端→半精车前端→热处理→修前端基准→细车后端→细车前端→清洗→腐蚀检查→清洗→精车后端并镗孔→精车前端并镗孔→中间检验→喷丸强化→喷涂→车磨涂层→平衡→最终检验。
(3)车铣复合加工的优势。
与传统加工方法相比,车铣复合加工工艺工序更为集中,加工自动化程度更高,减少工序间周转时间,降低了重复装夹找正时间,提高了加工效率,同时避免了重复装夹定位的精度误差,有利于保证加工精度。
2铣车复合加工技术的应用
铣车复合加工技术常用于机匣等大型薄壁壳体类零件(如图2所示),该类零件因尺寸大、壁厚薄,车加工后零件容易产生变形,通常机匣外型铣加工和孔加工安排在车加工后进行,但是因薄壁机匣变形,二次装夹、找正极为困难,采用内涨夹具,效果也不理想,并且存在加工成本高、加工效率低、加工质量难保证等问题。

图2 铣车复合加工机匣
在薄壁机匣加工中,采用立式铣车复合加工中心设备,将薄壁机匣内型车削加工、外型铣削加工、导向叶片安装孔、探视孔和安装边定位连接孔钻、扩、镗、铰,多种加工工序合并在一道加工工序,实现车、铣、钻镗复合加工,能够达到节省刀具、夹具,提高加工效率,保证加工质量等目的。具有如下优点:
(1)采用铣车复合加工方法合并加工工序,缩短工艺路线,提高加工效率。
(2)将机匣内腔车加工、外型铣加工和孔加工合并为一道加工工序,能够节省2套夹具。
(3)消除二次装夹、找正误差,有利于保证机匣壁厚尺寸和孔位置度合格。
(4)在机匣内腔车削加工中,利用五轴加工刀具摆动功能,实现一把刀加工多表面,消除接刀痕迹,提高表面质量,节省专用刀具,降低刀具消耗。
(5)将机匣内腔车加工、外型铣加工和孔加工合并为一道加工工序,减少了装夹、找正等辅助加工时间和人工干预程度,有利于通过数控程序控制,提高加工过程自动化水平。
- 上一篇文章:探秘西门子在华首个数字化工厂
- 下一篇文章:西门子SINUMERIK 840D在五轴加工中的应用