



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

盘形精密齿轮零件数控加工工艺
在保证滚齿夹具必要的硬度、精度的同时,夹具定位面以及压紧面的设计很关键,根据零件的结构,为消除因定位面不平,零件在压紧过程产生的变形,使零件获得准确可靠的装夹,选用零件两端面靠近齿根部的环形实体面作为定位和压紧位置。因此夹具的定位端面及压紧块上应加工出一个大的环形槽,以便让开零件的非定位部分,这样可减轻夹具重量,夹具也容易制造。
夹具装在滚齿机上之后,应对夹具进行找正。找正夹具的定位轴与工作台同心;找正夹具定位轴与工作台垂直;找正夹具定位端面与工作台平行。注意夹具的径向跳动不大于加工零件径向跳动量要求的三分之一。对定位部分较长的夹具,需要校正两点,并使两点跳动的方向一致,以免夹具安装与工作台不垂直。夹具的端面跳动根据夹具支撑端面半径大小决定,一般在0.006~0.01mm。
零件的安装关系着加工出的齿轮精度好坏,故零件应可靠固定,同时检查零件外径,应与夹具同心,并且在零件夹紧情况下不应产生变形,可用打表的方式来检查工件的装夹情况。
由于齿轮模数较大,加工精度高,零件材料为钛合金,这种材料强度大、硬度高、耐冲击、加工中容易硬化、切削温度高刀具磨损严重,属难加工材料,选用AA级硬质合金滚刀,并分多次走刀加工。
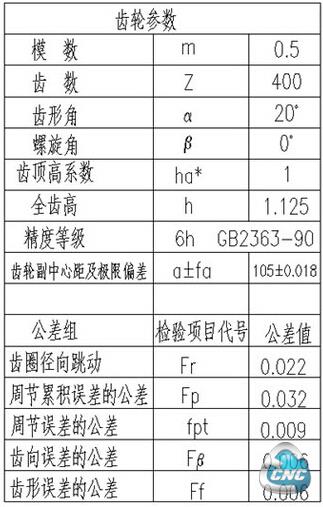
从表1中可以看出,通过利用三坐标测量机上Quindos测量软件中齿轮测量功能,一次性完成了齿向、齿形、周节误差、周节累积误差及齿圈径向跳动的测量,并可输出测量结果,满足用户检测要求。
表1 齿轮参数与检验项目
零件材料为钛合金,毛刺坚韧,不易去除干净,需要用尖锐的刀具在放大镜下铲去较大的毛刺及齿面粘结物,然后局部修光,再用常规的齿轮去毛刺办法去毛刺,最后用超声波清洗机处理,这样齿轮表面才会干净。
上述工艺方法在现场多批零件中进行应用,经受了考验。为现场生产加工解决了生产难题,零件合格率可以达到99%,加工300件(包括φ181和φ201两种齿轮)保守估计可创造上百万的经济效益,同时也积淀了精密零组件加工经验。
- 上一篇文章:凸轮轴数控加工工艺
- 下一篇文章:工业4.0:核心指向工业软件和工业电子