



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

中达数控系统在玻璃圆角机上的应用
(4)各轴点动。在程序未自动运行时,可在此画面下选择各轴进行点动。也可选中轴向后由手摇轮控制确定待机位置,参见图6。
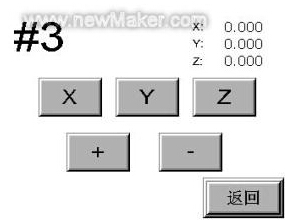
图6 各轴点动
5)开机步骤。开机——〉开皮带——〉各轴回原点——〉开砂轮——〉启动自动加工程序。
2.2原理设计
轴向定义。该设备工作原理是每个角利用Z轴带动一个XY工作台跟随玻璃前进,使XY工作台与玻璃之间保持相对静止,XY轴带动砂轮运行标准圆弧或直线即可加工出所需要的倒角。四个角XYZ轴均由伺服控制,参见图7。
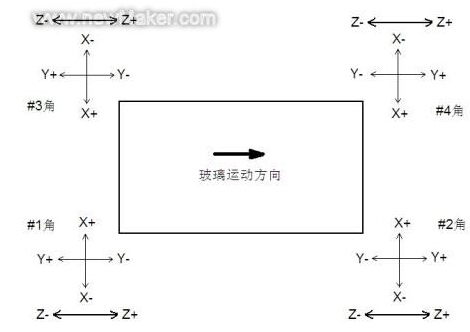
图7 圆角加工轴向定义
2.3数控方案设计
玻璃每个角各有一台三轴数控系统带动三个伺服轴(XYZ),带动玻璃前进的传送皮带末端装有编码器将玻璃前进的速度反馈到数控系统,将四个角的砂轮调整到与触发开关相应的合适的位置,玻璃向前运行时#2、#4角碰到触发开关/#1、#3角离开触发开关即令Z轴带动XY轴与玻璃同步向前运行,此时XY轴与玻璃相对静止,令XY轴走设定半径的圆形轨迹即加工完成,参见图8。

图8 三轴数控运动控制
2.4 系统调试步骤
首先确定待机位置。开机回原点后,开动皮带,按如下方法确定各角的待机位置。
#1角:当玻璃刚离开触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#2角:当玻璃刚接触触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#3角:当玻璃刚离开触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#4角:当玻璃刚接触触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
确定的待机位置是屏幕上显示的“待机位置”,加工时砂轮等待触发信号的位置会根据次“待机位置”和皮带速度及所加工的圆角半径自动调整。当加工效果有偏差时可在屏幕上微调相应皮带速度和圆角半径下的待机位置,需保存。
3 结束语
通过设计过程论述,项目的特点是应用数控伺服技术实现动态运行中的平板玻璃的4圆角精确加工。项目具高效精确加工的工程特色,体现了台达数控技术先进的运动控制能力。项目的推广应用会为玻璃加工设备制造商带来良好的经济实效。
- 上一篇文章:STEP-NC:CNC程序新发展
- 下一篇文章:伺服中走丝线切割机的伺服电机如何抗干扰