



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

大森 3i-G 数控系统在 N088 卧车改造及应用
3 大森3i-G数控系统的调试
3.1 系统通电
在确定系统的联接与供电部分正确无误后,可以对系统控制单元、接口单元及伺服放大器控制回路供电,控制单元和接口供直流24V电压,伺服部分供伺服变压器输出的三相交流200V电压。三相交流380V电源直接为伺服变压器原端,开关电源输入侧接单项220V电源供电。
(1)3i-G系统。开机后标准的机床数据加载成功,系统进入主画面,显示3i-G大画面并提示现在没有回原点,接下来要进行手动回原点操作。(2)驱动部分。经三相伺服变压器输出的交流200V电压,先取出一组单项电压加在伺服控制回路,放大器的指示闪亮,待放大器内检正常的情况下,运行指示灯亮,接触器MC吸合驱动部分正常投入。(3)接口部分。从开关电源侧过来的直流24V电源,直接加到接口板的电源插座上,接口板上的指示灯闪亮,证明电源已正确投入。
3.2 PLC的调试
此系统的PLC集成在控制单元上,它的优点是对用户完全开放,用XP系统的写字板功能可以直接编译梯形图,用CF卡直接传送的系统上,并在系统上任意编辑。它有基本命令17条,特殊命令2条,这些命令足以满足对车床的改造。
现在举例加以说明:(1)急停信号的处理。当机床或操作人员要发生安全事故时,迅速按急停按钮,急停信号起作用,切断放大器电源、主轴传动及刀架尾座等回路。使机床立即停止。(2)各轴的回零操作。这套数控系统配的是增量编码器,重新开机时需要作回参考点操作,使得机床的软限位及机床坐标系起作用。(3)辅助完成信号的处理。辅助功能完成(FIN)信号用于系统M、S、T功能动作完成后发出控制指令,来控制接下来的动作是否继续。
3.3 NC参数设置说明
完成对PLC程序的基本功能调试后,进行对数控系统NC参数的设定,将系统设置成标准车床的模式。
(1)进给轴参数。对于伺服进给轴而言,即X和Z轴还需根据具体的电机信号和滚珠丝杠等因素设定如下参数:①S020伺服控制方向设定;②S024位置增益选择;③S120X轴移动速度;④S122Z轴移动速度;⑤S259刀具总数设定⑥S330X轴反向间隙补偿量;⑦S332Z轴反向间隙补偿量;⑧S700X方向电子齿轮比;⑨S702Z方向电子齿轮比。这些主要参数设定后,进给轴参数配置基本完成。
(2)主轴参数。在N088机床的改造中,将主轴定义为带编码器反馈的模拟主轴(由参数18.7设定)。由系统的主轴通道携带,连接示意图如下:(图2)
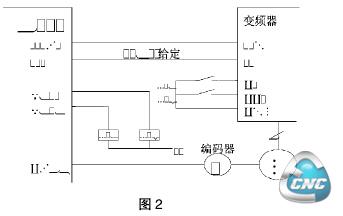
将下列主轴的主要系统参数设定完成,主轴功能得以完善。
①S040主轴计数方向;②S043主轴速度到达;③S270主轴功能选择;④S280主轴每转反馈脉冲数;⑤S281主轴速度到达信号等待;⑥S820主轴最高转速。
3.4 驱动器参数的设置
开机初始化设定后,驱动器内调出标准的参数存入ROM区,这些参数基本满足设备的使用要求。如果驱动电机有问题时,可以再适当修改部分参数。如我们在调试中发现伺服电机旋转是抖动,我们试着调整5#(速度比例增益)和9#(位置比例增益)参数,最终使得电机运转平稳,故障解除。
3.5 数据备份
大森3i-G数控系统提供两种数据备份方式,一种是系统的数据可以通过RS232串口直接备份到个人计算机中。另一种是存储卡插在系统主板的接口上,进行参数的输入输出。第二种操作比较简单。
传输的数据包含:系统参数、用户程序、刀具补偿、PLC应用程序等。
存储卡与现在流行的FANUC存储卡是通用的,市场价格十分便宜,一般256M容量30元左右,而且很好用,很稳定。备份下来的所有参数容量只有500K左右。
4 报警
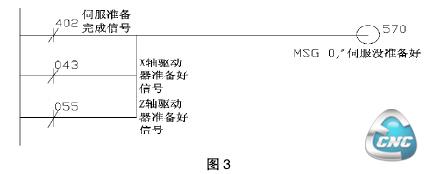
大森3i-G数控系统为用户提供了8个PLC用户报警,地址分别是570—577,每个报警对应一个报警地址,当序列发生器输入的时候,这个地址就有一个输出信号,信号可以去带动需要控制的通道,达到自己的目的。同时显示器上还能显示一个长度为半角20字以内的提示信息。现举例说明。(图3)
5 整机调试时出现的问题
5.1 辅助电源接通后轴驱动器ERR-9报警
驱动器“9”号报警为编码器故障,原因是钳工装配齿轮过程中,敲击齿轮时震动了光栅,导致编码器出现错误,重新调整编码器后正常。
5.2 伺服单元出现“13”号报警
原因:机械负载过大。
解决:检查轴承被帽、导轨楔铁松紧度及丝杠平行度等。整机调试过程中还出现一些其他问题,比如系统开机后显示器显示基本输入输出错误,主轴转速与实际不符,伺服进给距离与实际指令不符,主轴编码器硬件故障,伺服未准备好等。经过查阅系统说明书及联系厂家人员故障得到解决,使自身对本套系统的理解又提升了一步。
6 结语
通过应用大森3i-G数控系统对NO88卧式车床的数控化改造后,设备的运行状况和加工能力均有大幅提高,而且对加工件产品质量的控制能力也有一定的提升,我充分体会到应用比较先进的数控系统对老设备改造,确实是一条提升老旧设备的有效途径。同时使一台几乎废掉的设备,重新找回它原有的价值。成功改造这台数控车床后,对大森数控系统有了深入的了解,优点方面本人觉得系统的稳定性和操作性不比安川、三菱、FANUC等进口大品牌差,维修人员反映故障率很低。缺点方面是伺服驱动器内部的DC5V滤波小电容常有击穿现象,原有电容工作电压是25V的,更换耐压50V的以后没有再出现问题。伺服驱动器及伺服电机功率小,只适合6150型的卧式车床改造,大型的立式车床此系统就望尘莫及了。希望厂家早日推出大功率数控系统。
- 上一篇文章:五轴联动加工中心在木模制作中的应用
- 下一篇文章:开放式数控系统软硬件平台在数控滚齿机系统上的应用