



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控系统中PLC与NC之间联络的实用方法
2 应用实例
半自动提速铁路轴承内、外滚道超精机的自动控制中,具有一个往复进给轴,由数控系统的进给轴输出接口控制伺服驱动系统,再由驱动系统控制交流伺服电动机,从而控制机床的进给轴往复进给运动,其余的电动机或动作由PLC输出,通过控制继电器或电磁阀来控制,其动作流程图如图1所示。
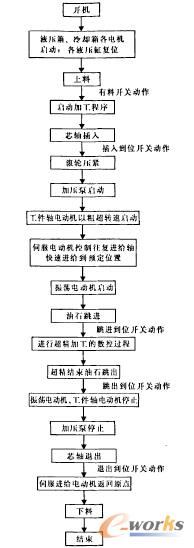
图1滚道超精机动作流程图
超精机动作流程(图1)中,所有的机床动作除了往复进给运动和工作轴电动机的粗、精超启动及停止由数控程序控制外,其余所有的机床动作皆以M功能的形式由数控程序输出到PLC。从动作流程图可以看出,芯轴插人、油石跳进等动作的命令输出后,不能马上执行下一个NC程序段,需等动作到位后才能继续NC程序,这时可在PLC程序中加入传送给NCK的读入禁止命令,停止NC程序的继续向下执行,直到该动作完成后,再由PLC向NCK发出读入使能命令,NC才能继续控制程序的执行。
这里,以油石跳进动作为例来加以说明。辅助功能M16是油石跳进命令,数控程序命令为在N20语句的程序命令中,油石跳迸命令以辅助功能M16形式给出,N30和N35语句的程序命令是进行超精加工的伺服电动机往复进给控制命令,从滚道超精机动作流程图可知,数控系统在发出油石跳进命令后,不能马上执行超精加工的伺服电动机往复进给数控动作,必须等到油石跳进到位开关动作后才能执行下面的N30和N35动作。正常情况下,NCK是一条接一条连续地读人数控程序命令并往下执行的,执行速度很快,在发出M功能指令后,NC紧接着就执行下一句程序段,这时PLC接受到的M功能指令可能还未来得及执行,数控程序已继续向下执行了。而机床要求NcK在执行完N20语句后,不能马上执行N30语句,因此,在PLC接收到NcK发来的M16命令后,可以通过PIJC梯形图(图2),首先将PLC-NcK的通道控制信号中的v32000006.1设置为读人使能禁止,禁止下一个程序段的数据传送到插补器,这样,NcK不再执行下面的N30语句,当油石跳进动作完成,油石跳进到位开关动作后,取消读人使能禁止,允许NcK读入程序即v32000006.1设置为读入使能,NcK再继续执行N30语句。
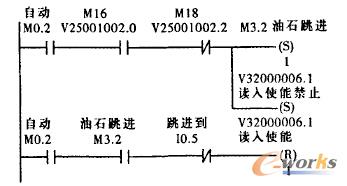
图2油石跣进动作相关梯形图
3 结束语
在设计制造的半自动提速铁路轴承滚道超精机中,使用上述方法,利用PLC_NCK的通道控制信号中的PLC变量V32000006.1,即读人使能禁止信号,实现了数控系统的数控程序NC和逻辑控制程序PLc的联络,方法简单、可靠、实用。
- 第1页:数控系统中PLC与NC之间联络的实用方法(1)
- 第2页:应用实例
- 上一篇文章:高精度数控机床主轴伺服控制系统研究
- 下一篇文章:大型龙门式五轴加工中心仿真系统在NX7.5上的建立和应用