

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控技术在汽轮机自带冠导叶片汽道内弧应用
汽轮机自带冠导叶片数控铣内弧优化数控技术工艺后,对叶片旋转角度后再进行数控加工,有效解决了原来加工过程中的不足,其中内径向与两端面垂直的自带冠导叶片在旋转角度时充分体现了两平面间的二面角的重要性,从而有效提高了内弧的加工精度。
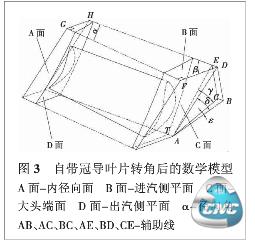
3 转角后建立的数学模型
自带冠导叶片按照径向角的不同大致可以分为3类:内径向面与端面垂直;背径向面与端面垂直;内、背径向面与端面均不垂直。而在实际加工时,背径向面与端面垂直的自带冠导叶片可以沿辐射线方向转角后在背径向侧做相应角度的垫块即可;内、背径向与端面均不垂直的自带冠导叶片考虑到后序加工的方便性,在蜡模模具设计时就沿辐射线进行旋转,使其在加工完端面后达到背径向面与端面垂直,然后再用上述办法进行加工。本文重点介绍内径向面与端面垂直的自带冠导叶片的数控加工方法。
因为内径向面和两端面垂直(如图3),因此∠HGF=90°和∠DFG=90°,且α+β=90°。为了便于数控加工,将叶片以A点为基准点,以竖直方向为旋转轴沿顺时针方向水平旋转α,使DH与机床X轴平行;然后再以A点为基点,以AT为旋转轴沿顺时针方向水平旋转一个角度,以平面ABC为水平面平行于机床工作台平面,此时自带冠导叶片内弧形成图3所示的加工状态。δ为大头端面ADF与水平面ABC所在的角,而γ即为背径向面(即面ADH)和水平面ABC所形成的二面角。
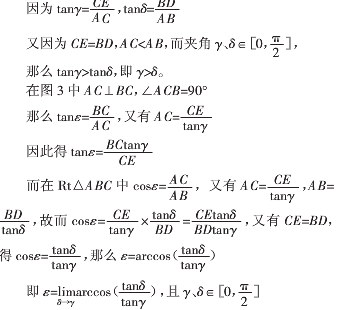
那么,当δ=γ时,ε=0°,即为背径向面垂直于两端面的自带冠导叶片;
当δ∝γ,且δ≠γ时,ε趋近于0°但不等于0°,此种情况即为我们所重点探讨的内径向垂直于两端面的自带冠导叶片。
因为在自带冠导叶片的设计当中一般α<8°,在以A点为基点,以AT为旋转轴沿顺时针方向水平旋转的角度就很小。因此在实际生产当中往往就忽视了这两个角度的关系,或者以为γ=δ,从而产生一定误差,数控加工出来的叶片就会在出汽侧加工不到位而进汽侧总是过切,并且找不到具体原因,进而导致内径向面与两头端面垂直的自带冠导叶片加工的不合格。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:基于开放式数控系统软件的PLC设计
- 下一篇文章:五轴数控工具磨床加工后球头刃铣刀的数控软件拓展