



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

网络数控系统结构的探索
4 网络数控系统的组成和调度层次
4.1 网络数控的组成结构
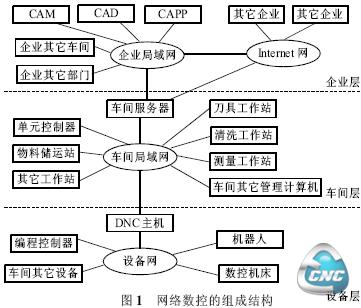
网络数控的控制结构一般包括三层:企业(公司)层、车间层(工作站层)和设备层,其组成如图1所示。
4.2 网络数控的调度层次
网络数控系统通过信息和资源共享,可实现系统的自我协调,使系统运行于最优状态。根据上图的系统组成结构框图,可以把整个网络的调度层次分为三级,如图2所示。
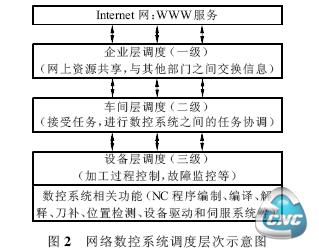
(1)企业层调度:主要负责车间与本企业内部其它部门之间的联系或与动态联盟中其它企业之间的联系,以便传递任务,在网上发布信息和进行数据查询等。
(2)车间层调度:完成服务器到数控系统的任务分配,以及车间内数控系统之间的有关请求,负责车间内资源共享。
(3)设备层:主要负责加工过程的调整、故障诊断处理等,是传统数控系统的功能的扩充,运用多Angent技术,把每台机床构造成Angent,使它们自主、协调地工作。
4.3 网络数控系统功能的实现
网络数控系统功能的实现主要是在数控系统的操作平台上,实现各种信息的传递和交换。网络数控系统平台上的信息包括:基本信息、控制信息和系统状态信息。
基本信息:它是在系统开始运行时建立的,并在运行中逐渐补充,包括系统配置信息(主要指用以初始化通信端口的加工设备通信参数的设置)和系统加工设备信息,如加工设备编号、类型、数量等;
控制信息:反映控制系统的运行状态,特别是有关零件加工的数据,包括工程控制数据:主要指数控加工程序信息,如数控程序编号、零件工艺路线、数控加工程序代码等;计划控制数据:主要指加工任务信息,如加工任务编号、零件的加工批量和交货期等。
状态信息:反映系统资源的利用情况,它包括设备的状态信息:该类信息在系统运行过程中会发生变化,如:加工设备入网序列号、入网时间、运行时间等;加工状态信息:它反映设备加工状态,操作方式、主轴转速、主轴速率等;加工程序信息:如当前工件号、当前工序号等;刀具信息:如当前刀具号、刀具进给量等。
- 第1页:网络数控系统结构的探索(1)
- 第2页:网络数控系统的组成和调度层次
- 第3页:网络数控的关键技术
- 上一篇文章:基于RT-Linux的开放式数控系统软件平台的研究
- 下一篇文章:基于开放式数控系统软件的PLC设计