



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

曲轴滚磨光整加工数控技术研究
4 磨液的种类和特点
a. 四氯化碳类磨液。
这类磨液具有比较锋利的磨削效果,颗粒比较细也比较均匀,因此,光整后能够得到比较好的表面粗糙度。同时,由于四氯化碳具有表面钝化作用,在曲轴表面能够形成保护氧化层,对提高曲轴的表面外观质量、以及提高曲轴的防锈性能起到良好的作用,但其本身带有毒副作用,因此对环境及操作者均带来伤害,目前已逐步淘汰。
b. 滚磨光整专用磨液,该磨液考虑光整加工中需要达到的各方面因素,因此,在切削性能保持不变的情况下,能有效提高光整加工的效率,提高工作节拍,达到更为理想的光整效果,同时,对环境及操作人员的伤害降低到最小。
5 曲轴滚磨光整案例
5.1 试验曲轴主要技术参数
表1为试验曲轴主要技能参数。
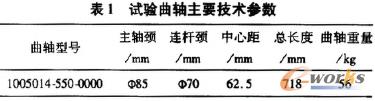
考虑到曲轴本身刚性不足,工件加工尺寸又较大,在抛光过程中不能破坏跳动、中心距、轴颈尺寸,同时考虑到曲轴在加工过程对于沿轴线方向的加工均匀性,本方案采用了立式行星曲轴滚磨工艺,每次安装2 支曲轴同时滚磨光整。采用立式行星曲轴滚磨设备,还便于集中布置在生产线中。
5.2 设备结构及工作原理
立式曲轴滚磨机床见图3,曲轴水平放置装夹在主轴和顶尖间,由升降机构带动,插入料箱磨料中,主轴带动工件旋转。而料箱带动磨料、磨液( 水溶液) 作线性往复运动,从而使磨料与工件表面产生挤压、磨擦等,实现对工件的微切削高效加工,并通过回转和往复运动不同的速度组合,使曲轴不同部位的不同形状均获得均匀的光整,以获得曲轴整体表面最佳的光整效果。
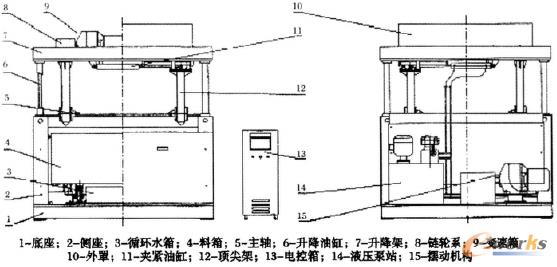
图3立式行星曲轴滚磨机床
5.3 滚磨数控技术规格
滚磨设备技术规格见表2。

5.4 相关工艺参数
滚磨设备相关工艺参数见表3。

- 第1页:曲轴滚磨光整加工数控技术研究(1)
- 第2页:磨液的种类和特点
- 第3页:曲轴滚磨光整加工数控技术研究(3)
- 上一篇文章:CNC系统开发与应用
- 下一篇文章:基于单片机控制的3轴经济型数控系统设计